
انتخاب روش مناسب برش فلزات میتواند مستقیماً بر دقت قطعه، هزینه تولید و سرعت تحویل پروژه اثر بگذارد. روش برش نهتنها بر دقت قطعه و کیفیت لبه برش تأثیر میگذارد، بلکه میتواند هزینه تولید، سرعت ساخت و میزان ضایعات را نیز به طور مستقیم تعیین کند. به همین دلیل مهندسان تولید و طراحان صنعتی همواره به دنبال روشی هستند که به* ترین تعادل را میان دقت، سرعت و هزینه ایجاد کند.
برای مثال، در برش ورقهای بدنه خودرو، انتخاب روش نامناسب میتواند باعث اعوجاج حرارتی، پلیسه زیاد و افزایش عملیات پرداخت شود. در مقابل، انتخاب فناوری مناسب میتواند کیفیت قطعات را بهبود دهد و بهرهوری خط تولید را افزایش دهد.
امروزه فناوریهای مختلفی برای برش فلزات مورد استفاده قرار میگیرند؛ از روشهای مکانیکی سنتی گرفته تا فناوریهای پیشرفتهای مانند برش لیزری، برش پلاسما، واترجت و ماشینکاری تخلیه الکتریکی (EDM). هر یک از این روشها مزایا، محدودیتها و کاربردهای خاص خود را دارند.
در این مقاله، مهمترین روشهای برش فلزات را بررسی میکنیم و آنها را از نظر دقت، سرعت، هزینه و کاربرد صنعتی با یکدیگر مقایسه خواهیم کرد تا بتوانید بر اساس نوع فلز، ضخامت، دقت موردنیاز و بودجه، مناسبترین روش برش را انتخاب کنید.
معیارهای انتخاب روش برش فلزات
پیش از انتخاب هر یک از روشهای برش فلزات، باید معیارهای فنی و اقتصادی پروژه بهدرستی بررسی شوند. هیچ روشی بهتنهایی برای همه کاربردها بهترین گزینه نیست؛ انتخاب مناسب زمانی انجام میشود که نوع فلز، ضخامت قطعه، دقت موردنیاز، کیفیت لبه برش، سرعت تولید و هزینههای عملیاتی بهصورت همزمان در نظر گرفته شوند.
یکی از مهمترین عوامل، نوع فلز است. برای مثال، فولاد کربنی ضخیم معمولاً با روشهایی مانند برش شعلهای یا پلاسما بهصرفهتر برش داده میشود، در حالی که برای فلزاتی مانند استیل، آلومینیوم یا مس، روشهایی مانند لیزر، پلاسما یا واترجت میتوانند بسته به ضخامت و کیفیت مورد انتظار گزینههای مناسبتری باشند.
ضخامت قطعه نیز نقش تعیینکنندهای در انتخاب روش دارد. برخی روشها مانند برش لیزری برای ورقهای نازک تا متوسط دقت و کیفیت بالایی ایجاد میکنند، اما در ضخامتهای زیاد ممکن است روشهایی مانند پلاسما، شعله یا واترجت از نظر سرعت و هزینه مناسبتر باشند.
از طرف دیگر، اگر قطعه نیاز به تلرانس دقیق، لبه تمیز و حداقل عملیات تکمیلی داشته باشد، روشهایی مانند برش لیزری، واترجت، EDM یا ECM انتخابهای بهتری هستند. در مقابل، برای برشهای ساده، قطعات خام یا پروژههایی که پرداخت نهایی بعد از برش انجام میشود، روشهای مکانیکی یا حرارتی اقتصادیتر خواهند بود.
عامل مهم دیگر، اثر حرارتی فرآیند برش است. روشهایی مانند شعله، پلاسما و لیزر میتوانند ناحیه متأثر از حرارت ایجاد کنند و در برخی قطعات باعث تغییر خواص متالورژیکی، اعوجاج یا کاهش دقت ابعادی شوند. اگر حفظ خواص ماده یا جلوگیری از تغییرات حرارتی اهمیت بالایی داشته باشد، روشهایی مانند واترجت یا ماشینکاری الکتروشیمیایی میتوانند گزینه مناسبتری باشند.
در نهایت، باید تیراژ تولید و هزینه کل فرآیند نیز بررسی شود. هزینه خرید دستگاه، مصرف انرژی، مواد مصرفی، سرعت تولید، نیاز به اپراتور متخصص و عملیات پس از برش همگی بر انتخاب نهایی تأثیر میگذارند. بنابراین بهترین روش برش فلزات، روشی است که میان کیفیت، سرعت، هزینه و محدودیتهای فنی پروژه بهترین تعادل را ایجاد کند.
دستهبندی روشهای برش فلزات
روشهای برش فلزات را میتوان بر اساس نوع انرژی و مکانیزم برش به چند دسته اصلی تقسیم کرد. این دستهبندی کمک میکند تا مهندسان و فعالان صنعتی بتوانند با درک بهتر ویژگیهای هر گروه، روش مناسب را برای کاربرد مورد نظر انتخاب کنند. بهطور کلی، مهمترین روشهای برش فلزات شامل موارد زیر هستند:
برش مکانیکی:
در این روشها جداسازی فلز با استفاده از نیروی مکانیکی و ابزارهای برنده انجام میشود. ابزارهایی مانند ارهها، قیچیهای صنعتی، پانچها، فرزها و ابزارهای ماشینکاری در این دسته قرار میگیرند. روشهای حرارتی معمولاً برای برش سریع فلزات، بهخصوص فولادهای کربنی و فلزات هادی در ضخامتهای متوسط تا بالا، کاربرد دارند.
برش حرارتی:
در روشهای حرارتی از انرژی گرمایی برای ذوب یا اکسید کردن فلز استفاده میشود. برش با شعله (اکسیسوخت)، برش پلاسما و برش لیزری از مهمترین روشهای این دسته هستند. این روشها معمولاً برای برش سریع فلزات، بهویژه در ضخامتهای بالا یا تولیدات صنعتی، کاربرد گستردهای دارند.
برش الکتروشیمیایی و تخلیه الکتریکی:
در این دسته، برش فلزات با استفاده از واکنشهای الکتروشیمیایی یا جرقههای الکتریکی انجام میشود. روشهایی مانند ماشینکاری تخلیه الکتریکی (EDM) و ماشینکاری الکتروشیمیایی (ECM) در این گروه قرار میگیرند. این فناوریها برای تولید قطعات پیچیده و بسیار دقیق، بهویژه در صنایع قالبسازی، هوافضا و پزشکی، استفاده میشوند.
برش با واترجت:
در این روش از جریان آب با فشار بسیار بالا، معمولاً همراه با مواد ساینده، برای برش فلزات استفاده میشود. واترجت به دلیل عدم ایجاد حرارت در فرآیند برش، برای مواد حساس به دما و قطعاتی که نیاز به حفظ خواص متالورژیکی دارند گزینهای مناسب محسوب میشود.
این دستهبندی کلی چارچوبی برای شناخت فناوریهای مختلف برش فلزات فراهم میکند. در ادامه مقاله، هر یک از این روشها از نظر نحوه عملکرد، مزایا، محدودیتها و کاربردهای صنعتی بهطور دقیقتر بررسی خواهند شد.
برش مکانیکی فلزات: انواع، مزایا و کاربردها
برش مکانیکی یکی از قدیمیترین و پرکاربردترین روشهای برش فلزات است که در آن از نیروهای فیزیکی و ابزارهای مکانیکی برای جدا کردن یا شکلدهی فلزات استفاده میشود. این روشها به دلیل سادگی، هزینههای نسبتاً پایین و تطبیقپذیری با انواع فلزات در صنایع مختلف کاربرد گستردهای دارند. در این مقاله، برش مکانیکی در سه گروه ارهکاری، قیچی، پانچ و برخی روشهای ماشینکاری بررسی میشود.
برش با اره: روشهای سنتی با کاربرد گسترده
برش با اره یکی از سادهترین و پرکاربردترین روشهای برش مکانیکی است که برای برش قطعات بزرگ و ضخیم استفاده میشود. این روش شامل انواع مختلفی از ارهها میشود که هر کدام برای کاربردهای خاصی طراحی شدهاند.
1- اره نواری (Band Saw): از یک تیغه نواری دندانهدار برای برش فلزات استفاده میکند و برای برش قطعات بزرگ و ضخیم مناسب است. این ابزار با داشتن سرعت نسبتاً بالا و هزینههای پایین، برای برش مقاطع، شمشها و پروفیلهای فلزی در کارگاهها گزینهای اقتصادی است. با این حال، دقت محدود آن ممکن است در پروژههای ظریف چالشبرانگیز باشد و نیاز به تعویض تیغه به مرور زمان میتواند هزینههای جانبی را افزایش دهد.

2- اره دیسکی (Circular Saw): از یک تیغه دیسکی دندانهدار برای برش فلزات استفاده میکند و برای برش سریع ورقها، پروفیلها و لولههای فلزی با ضخامت محدود مناسب است. این روش سرعت بالا و امکان برش دقیق را فراهم میکند، اما در برش قطعات بسیار ضخیم با محدودیت مواجه است.

3- اره رفت و برگشتی (Hacksaw): در این روش از یک تیغه دندانهدار که به صورت رفت و برگشتی حرکت میکند برای برش فلزات استفاده میشود و معمولاً برای برش دستی و قطعات کوچک مناسب است. سادگی و هزینههای پایین از مزایای آن است، اما سرعت پایین و دقت محدود از معایب آن به شمار میآید.

برش با قیچی و پانچ: تکنیکهای مؤثر برای ورقهای فلزی
این روشها برای برش ورقهای فلزی و ایجاد سوراخها استفاده میشوند و شامل انواع مختلفی از قیچیها و پانچها هستند.
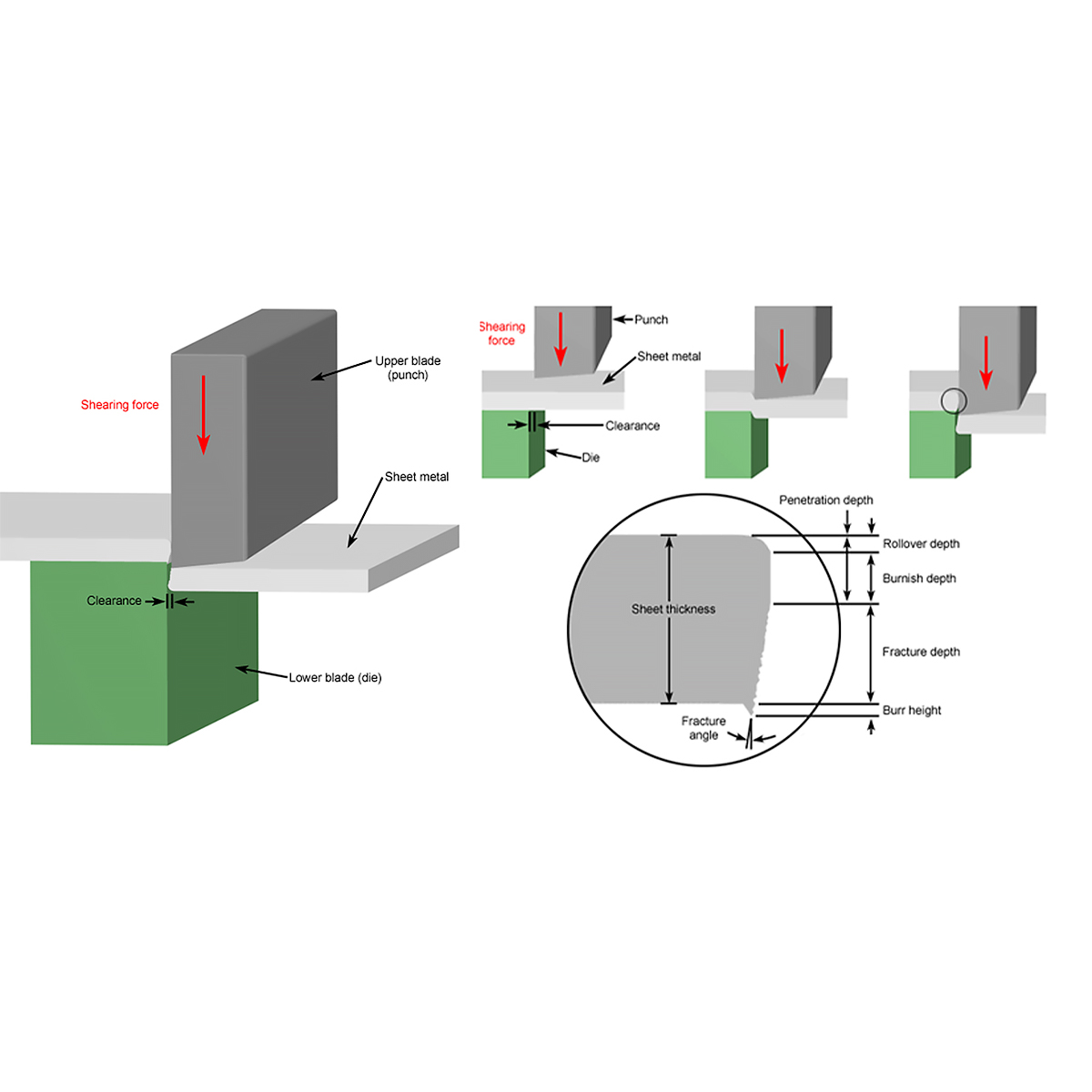
1- قیچی گیوتین دستی: از یک تیغه ثابت و یک تیغه متحرک برای برش ورقهای فلزی استفاده میکند و برای برش ورقهای نازک مناسب است. سادگی و هزینههای پایین از مزایای آن است، اما نیاز به نیروی انسانی و محدودیت در برش ورقهای ضخیم از معایب آن محسوب میشود.

2- قیچی گیوتین هیدرولیک: از نیروی هیدرولیک برای برش ورقهای فلزی استفاده میکند و برای برش ورقهای ضخیم و بزرگ مناسب است. سرعت بالا و دقت خوب از مزایای آن است، اما هزینههای بالاتر نسبت به قیچی دستی از معایب آن به شمار میآید.

3- پانچ CNC: از یک دستگاه کنترل عددی کامپیوتری (CNC) برای ایجاد سوراخها و برش ورقهای فلزی استفاده میکند و برای تولید قطعات با اشکال پیچیده مناسب است. این روش با دقت بسیار بالا و توانایی تولید قطعات پیچیده، گزینهای ایدهآل برای پروژههای دقیق و تخصصی محسوب میشود. با این حال، هزینههای بالای تجهیزات میتواند چالشی برای کسبوکارهای کوچک یا پروژههای با بودجه محدود باشد.

کاربردهای صنعتی برش مکانیکی
برش مکانیکی به دلیل سادگی، هزینههای پایین، و تطبیقپذیری با انواع فلزات، در صنایع مختلف کاربرد گستردهای دارد. برش اولیه مواد خام برای تولید شفت، بوش، پروفیل و قطعات ماشینکاریشده از کاربردهای رایج روشهای مکانیکی است. همچنین در ساخت ماشینآلات برای تولید قالبها، قطعات ماشینآلات و قطعات با اشکال پیچیده استفاده میشود. در صنایع خودروسازی نیز برای تولید قطعات بدنه، موتور و سیستمهای انتقال قدرت مورد استفاده قرار میگیرد.
مناسب برای: برشهای مستقیم (گیوتین)، قطعات کوچک و دقیق (ماشینکاری/فرزکاری)، تیراژهای خاص، موادی که نباید تغییر ساختار حرارتی بدهند.
نامناسب برای: ایجاد حفرههای پیچیده در وسط ورق (به جز دستگاههای CNC خاص)، سرعت بالا در برشهای فرمدار، نیاز به ایجاد سوراخهای ظریف در ورقهای نازک.
برش حرارتی فلزات: شعله، پلاسما و لیزر
برش حرارتی روشی است که در آن از حرارت برای ذوب یا اکسید کردن فلز استفاده میشود. برخی از روشهای حرارتی، بهویژه پلاسما، برای فلزات هادی مناسباند؛ اما این ویژگی به همه روشهای حرارتی تعمیمپذیر نیست. در ادامه به بررسی دقیقتر این روشها میپردازیم.
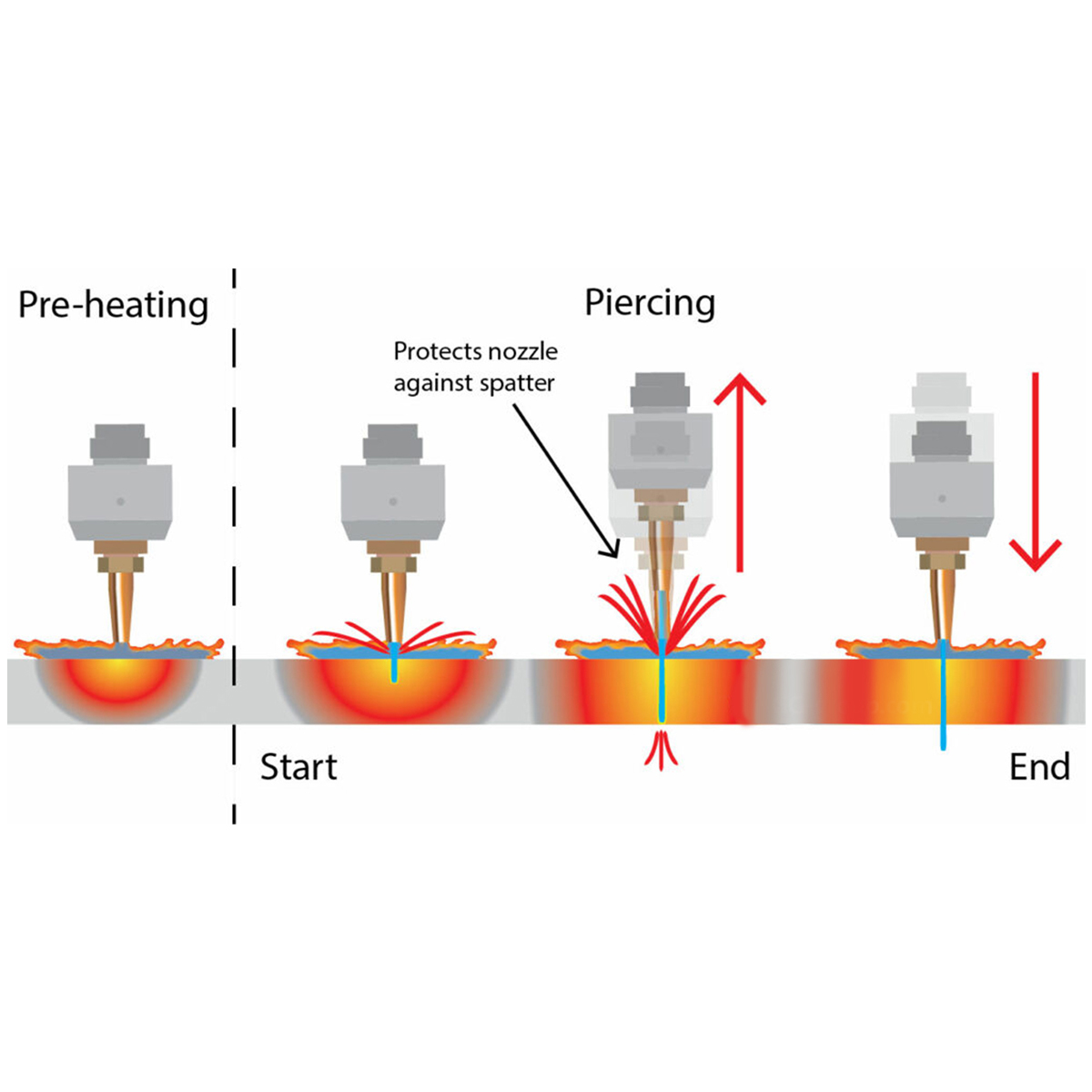
1- برش با شعله: تکنولوژی کلاسیک با کاربردهای متنوع
برش با شعله (Oxy-Fuel Cutting) یکی از قدیمیترین و پرکاربردترین روشهای برش حرارتی است که در آن از یک جریان اکسیژن و گاز سوختنی (معمولاً استیلن) برای اکسید کردن و ذوب فلز استفاده میشود، در برش اکسیسوخت، فلز ابتدا تا دمای اشتعال گرم میشود و سپس واکنش اکسیداسیون با اکسیژن باعث ادامه برش میشود. در این روش، گاز سوختنی و اکسیژن با هم ترکیب میشوند و یک شعله با دمای بالا ایجاد میکنند. شعله فلز را تا دمای اشتعال گرم میکند و سپس جریان اکسیژن باعث اکسید شدن و ذوب فلز میشود. فلز ذوبشده توسط جریان اکسیژن از ناحیه برش خارج میشود.
مزایا
هزینه پایین تجهیزات و نگهداری، مناسب بودن برای فولادهای کربنی ضخیم و سادگی استفاده از مزایای اصلی این روش است.
معایب
نامناسب برای فلزات غیرآهنی مانند آلومینیوم و مس، دقت پایین نسبت به روشهای پیشرفته، ایجاد ناحیه متأثر از حرارت (HAZ)، سرعت نسبتاً کم و نیاز به پردازشهای ثانویه، تولید دود و گازهای قابل توجه.
مناسب برای: فولادهای کربنی بسیار ضخیم، برشهای مستقیم و ساده، هزینهی بسیار پایین تجهیزات و عملیات.
نامناسب برای: ورقهای نازک (اعوجاج حرارتی شدید)، فلزات غیرآهنی (آلومینیوم و استیل)، قطعات دقیق، سرعت بالا.

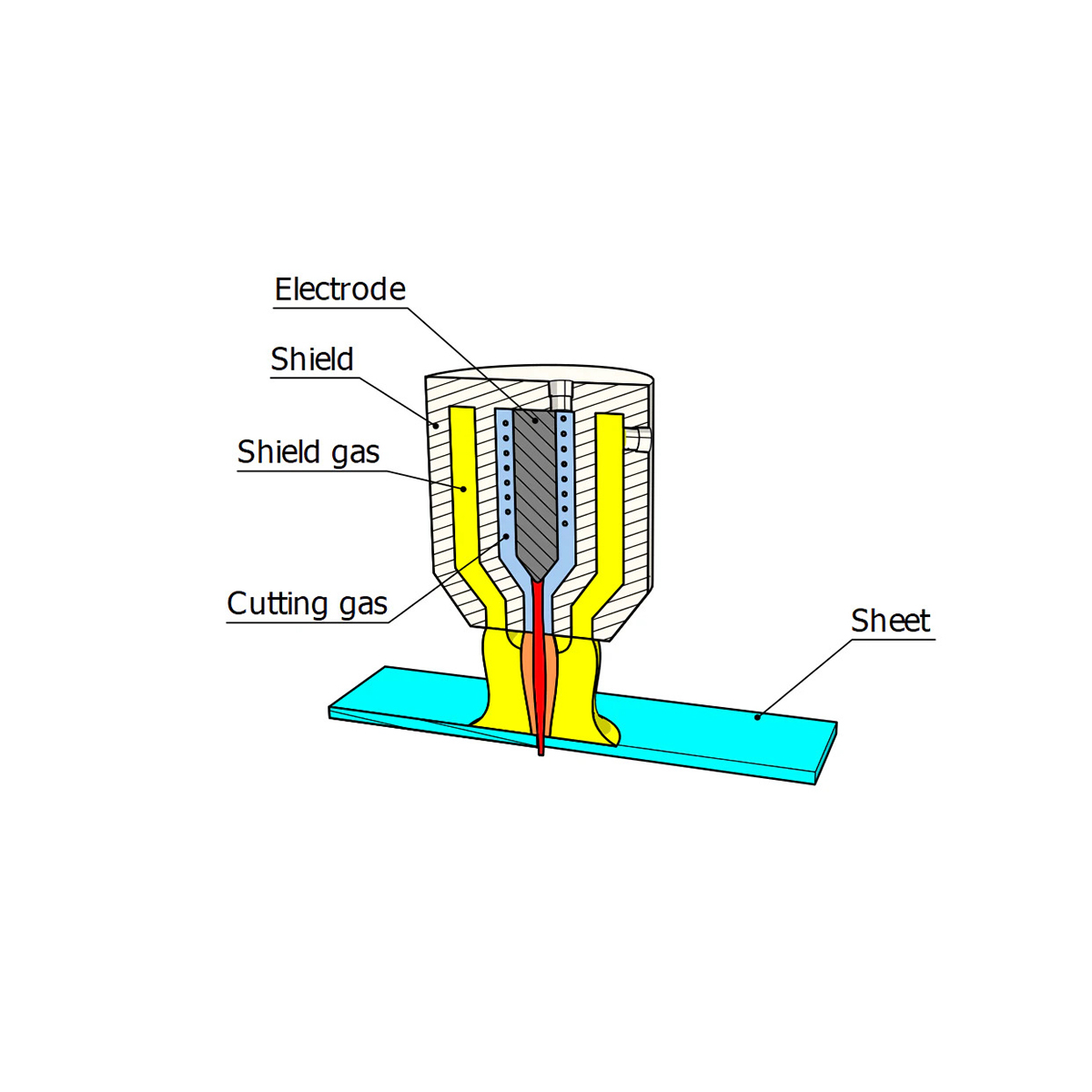
2- برش پلاسما: کارایی بالا در برش فلزات متنوع
برش پلاسما (Plasma Cutting) روشی است که در آن از گاز یونیزهشده (پلاسما) با دمای بسیار بالا برای ذوب فلز استفاده میشود. این روش برای برش فلزات هادی الکتریسیته مناسب است. در این روش، گاز (معمولاً هوا یا آرگون) توسط یک قوس الکتریکی یونیزه میشود و به پلاسما تبدیل میشود. پلاسما با دمای بسیار بالا، که در منابع صنعتی تا دهها هزار درجه سانتیگراد گزارش میشود، فلز را ذوب میکند و جریان گاز ذوبشده را از ناحیه برش خارج میکند.
مزایا
سرعت برش بالا (تا 5 برابر سریعتر از برش با شعله)، توانایی برش انواع فلزات هادی الکتریسیته (فولادهای کربنی، فولادهای ضد زنگ، آلومینیوم)، هزینههای عملیاتی مناسب و قابلیت اتوماسیون بالا با سیستمهای CNC.
معایب
ایجاد ناحیه متأثر از حرارت (کمتر از برش با شعله)، محدودیت در ضخامت قابل برش (بهینه تا 50 میلیمتر)، کیفیت سطح پایینتر نسبت به لیزر یا واترجت، مصرف انرژی بالا، تولید دود، گاز و نویز و نیاز به تعویض منظم الکترودها و قطعات مصرفی.
مناسب برای: ورقهای متوسط تا ضخیم، فلزات رسانای الکتریکی (فولاد، آلومینیوم، استیل)، سرعت برش بالا، هزینههای عملیاتی مقرونبهصرفه.
نامناسب برای: دقتهای بسیار بالا (تلرانسهای خیلی دقیق)، قطعات ظریف، لبههای کاملاً صاف (احتمال ایجاد لبههای خشن و ناحیه متأثر از حرارت).
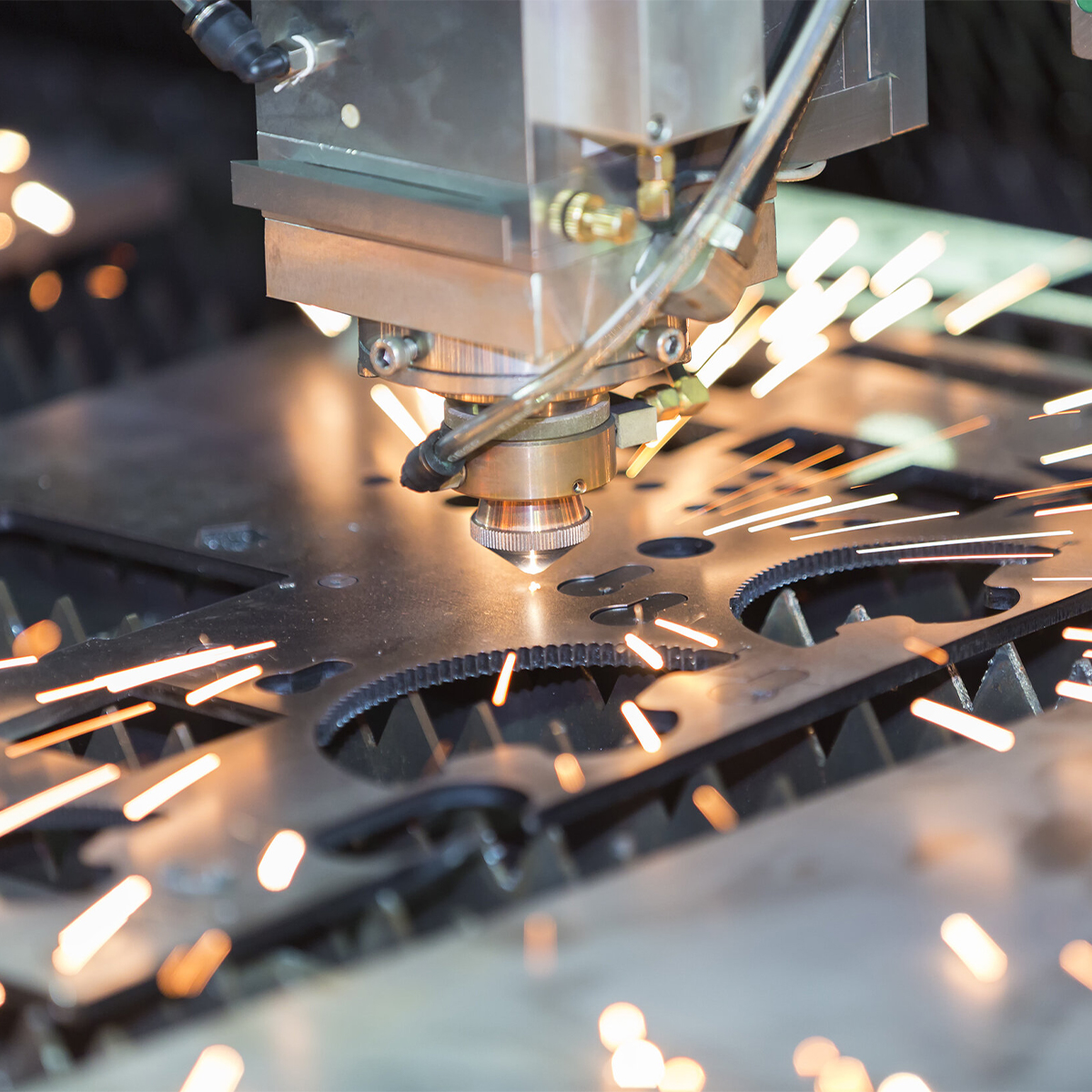
3- برش لیزری: دقت بالا در صنایع پیشرفته
برش لیزری یکی از پیشرفتهترین روشهای برش فلزات است که در آن از پرتو لیزر برای ذوب یا تبخیر فلز استفاده میشود. این روش بر اساس تبدیل انرژی نور به انرژی حرارتی کار میکند و شامل مراحل تولید پرتو لیزر، متمرکز کردن آن روی سطح فلز، ذوب یا تبخیر فلز و خروج مواد ذوب شده توسط گاز کمکی است.
انواع اصلی لیزرهای مورد استفاده در برش فلزات شامل لیزر CO₂، فیبری و دیودی هستند که از نظر طول موج، بازده، هزینه نگهداری و عملکرد روی فلزات بازتابنده تفاوت دارند. برش لیزری به دلیل دقت بسیار بالا (تا 0.1 میلیمتر)، سرعت زیاد، و امکان برش اشکال پیچیده، در صنایعی مانند خودروسازی، هوافضا، و الکترونیک کاربرد گستردهای دارد. اما هزینههای بالای تجهیزات و محدودیت در برش فلزات با ضخامتهای زیاد از جمله چالشهای این روش هستند.
در این روش، پرتو لیزر با انرژی بالا روی سطح فلز متمرکز میشود و باعث ذوب یا تبخیر فلز میشود. در ادامه، گاز کمکی مواد مذاب را از شکاف برش خارج میکند.
مزایا
دقت بسیار بالا (تا 0.1 میلیمتر)، سرعت بالا، امکان برش اشکال پیچیده با جزئیات دقیق، ناحیه متأثر از حرارت کوچک، کیفیت سطح برشخورده بسیار خوب، بازده انرژی بالاتر و هزینههای نگهداری کمتر (در لیزر فیبری).
معایب
هزینههای بالای تجهیزات و نگهداری، محدودیت در ضخامت فلزات قابل برش (معمولاً تا حدود 25 میلیمتر)، مصرف انرژی نسبتاً بالا، چالش در برش مواد بازتابنده مانند مس و برنج و تولید بخارات سمی.
مناسب برای: ورقهای نازک تا متوسط، قطعات با هندسههای پیچیده، دقت ابعادی بالا، لبههای تمیز (بدون نیاز به پرداخت).
نامناسب برای: فلزات بسیار ضخیم (محدودیت ظرفیت دستگاه)، مواد بازتابنده شدید (مثل مس خالص در توان پایین)، برشهای بسیار سریع در ورقهای خیلی ضخیم.
اثرات حرارتی و راهکارهای کاهش آنها
فرآیندهای برش حرارتی به دلیل استفاده از دمای بالا میتوانند بر خواص مکانیکی و ساختاری فلزات تأثیر بگذارند. این تأثیرات معمولاً در ناحیه اطراف خط برش ایجاد میشوند و در صورت کنترل نشدن میتوانند کیفیت قطعه را کاهش دهند. مهمترین این اثرات شامل موارد زیر هستند:
ناحیه متأثر از حرارت (HAZ): ناحیه متأثر از حرارت یا Heat Affected Zone (HAZ) به بخشی از فلز در اطراف محل برش گفته میشود که بدون ذوب شدن، تحت تأثیر دمای بالا قرار میگیرد. در این ناحیه ممکن است ساختار دانههای فلزی تغییر کند و در نتیجه خواص مکانیکی مانند سختی و استحکام کاهش یابد.
برای کاهش اثرات HAZ میتوان از روشهایی مانند استفاده از فرآیندهای با حرارت کمتر (مانند برش لیزری)، کنترل دقیق پارامترهای برش و انجام عملیات حرارتی پس از برش استفاده کرد.
ترکهای حرارتی: ترکهای حرارتی ممکن است در اثر تنشهای ناشی از گرم شدن و سرد شدن سریع فلز در ناحیه برش ایجاد شوند. این ترکها میتوانند استحکام قطعه را کاهش دهند و در برخی کاربردهای صنعتی منجر به شکست زودهنگام قطعه شوند.
برای کاهش احتمال ایجاد ترکهای حرارتی، معمولاً از پیشگرم کردن قطعه قبل از برش، کنترل سرعت برش و استفاده از گازهای کمکی مناسب استفاده میشود.
تغییرات ابعادی: گرم شدن و سرد شدن فلز در فرآیندهای برش حرارتی میتواند باعث انقباض و انبساط حرارتی شود. این تغییرات ممکن است موجب ایجاد اعوجاج یا کاهش دقت ابعادی قطعه شود، بهویژه در قطعات نازک یا قطعاتی که دقت بالایی نیاز دارند.
برای کاهش این اثرات، استفاده از روشهای دقیقتر مانند برش لیزری، تنظیم مناسب پارامترهای برش و کنترل توزیع حرارت در قطعه توصیه میشود.
برش الکتروشیمیایی: تکنولوژیهای پیشرفته برای دقت بالا
برش الکتروشیمیایی فلزات شامل روشهایی است که در آنها از واکنشهای الکتروشیمیایی یا تخلیه الکتریکی برای برش فلزات استفاده میشود. این روشها معمولاً برای برش فلزات سخت و پیچیده با دقت بسیار بالا مناسب هستند و شامل دو دسته اصلی میشوند.
1- برش با تخلیه الکتریکی EDM: مناسب قطعات دقیق و پیچیده
برش با تخلیه الکتریکی (EDM – Electrical Discharge Machining) روشی است که در آن از جرقههای الکتریکی برای برش فلزات استفاده میشود.
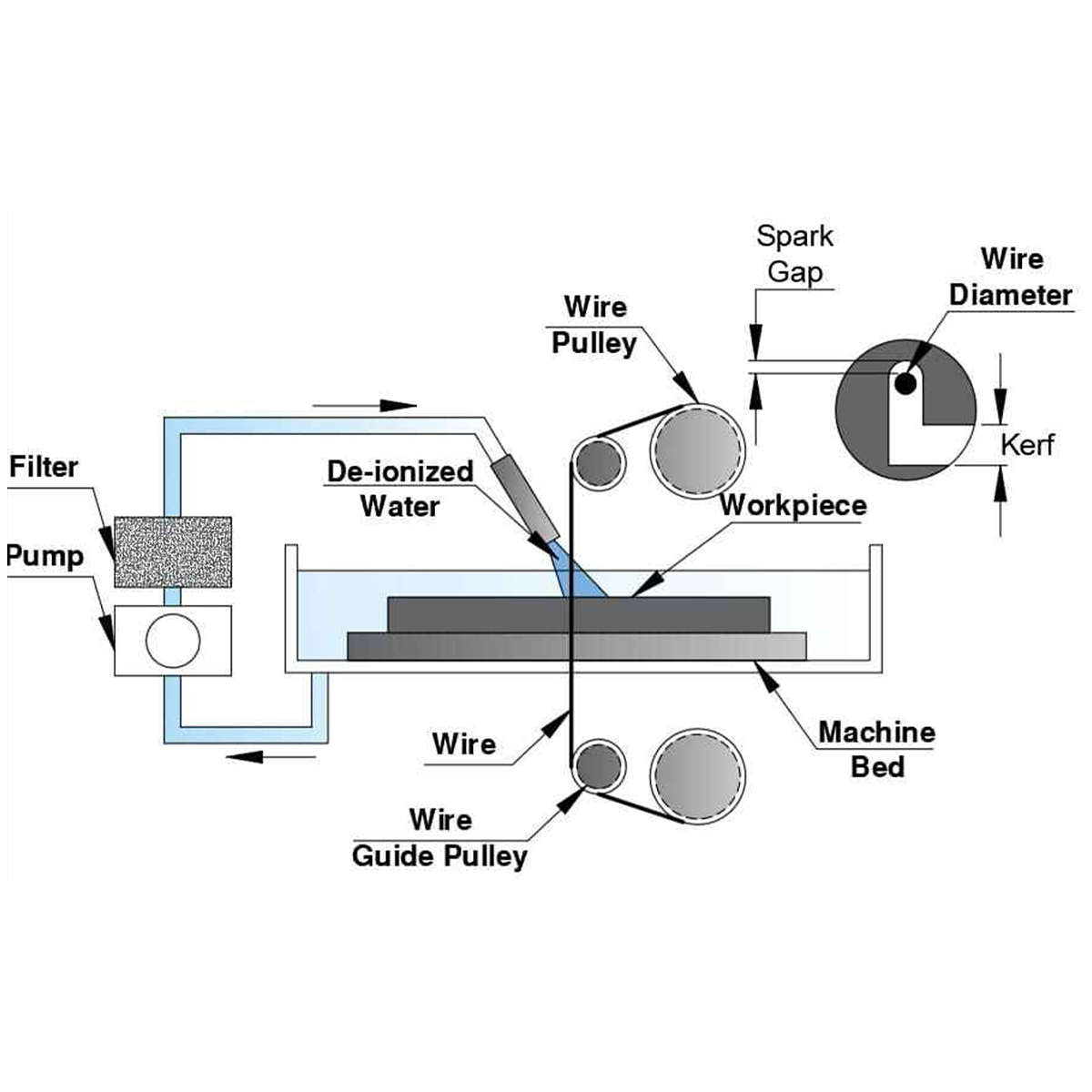
این روش به دو نوع اصلی تقسیم میشود: وایرکات (Wire EDM) و اسپارککاری یا EDM حفرهزنی (Sinker EDM).
در وایرکات، از یک سیم نازک (معمولاً از جنس برنج یا مس) به عنوان الکترود استفاده میشود. سیم به صورت مداوم حرکت میکند و جرقههای الکتریکی بین سیم و قطعه کار ایجاد میشود که باعث ذوب یا تبخیر فلز میشود. مزایای آن شامل دقت بسیار بالا، در برخی کاربردهای دقیق در حد چند میکرون و امکان برش اشکال پیچیده است، اما سرعت پایین و هزینههای بالای تجهیزات و نگهداری از محدودیتهای آن محسوب میشود. این روش برای تولید قالبها، قطعات با اشکال پیچیده، و قطعات با دقت بالا استفاده میشود.
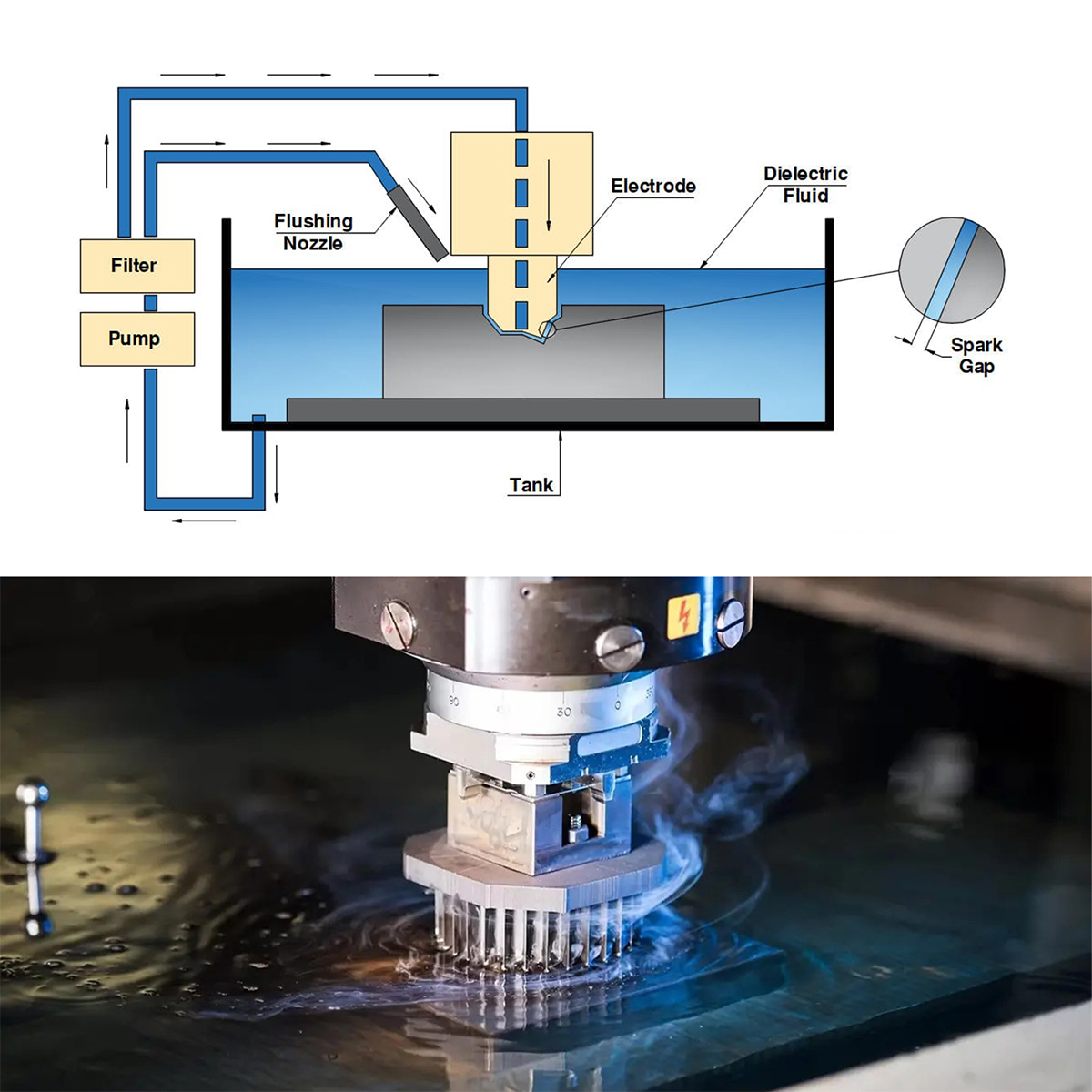
در اسپارک کاری، از یک الکترود (معمولاً از جنس گرافیت یا مس) استفاده میشود که به شکل قطعه مورد نظر ساخته شده است، جرقههای الکتریکی بین الکترود و قطعه کار ایجاد میشود و فلز را ذوب یا تبخیر میکند. مزایای آن شامل امکان برش اشکال سهبعدی پیچیده و دقت بالا است، اما سرعت پایین و هزینههای بالای تجهیزات و نگهداری از محدودیتهای آن به شمار میآید. این روش برای تولید قالبهای تزریق پلاستیک و قطعات با اشکال پیچیده استفاده میشود.
2- ماشینکاری الکتروشیمیایی ECM: برش بدون تنش مکانیکی و با حداقل اثر حرارتی
برش الکتروشیمیایی (ECM – Electrochemical Machining) روشی است که در آن از واکنشهای الکتروشیمیایی برای برش فلزات استفاده میشود. این روش برای برش فلزات سخت و پیچیده با دقت بسیار بالا مناسب است.
در این روش، قطعه کار به عنوان آند و ابزار برش به عنوان کاتد عمل میکنند. یک الکترولیت (معمولاً محلول آب و نمک) بین قطعه کار و ابزار برش جریان مییابد، با اعمال جریان الکتریکی، فلز از سطح قطعه کار به صورت یونهای مثبت جدا میشود و در الکترولیت حل میشود.
مزایا
برش الکتروشیمیایی تنشهای مکانیکی و حرارتی ایجاد نمیکند، فلزات سخت را برش میدهد، سطح باکیفیت بدون نیاز به پردازش بیشتر ایجاد میکند، ابزار فرسوده نمیشود و برای قطعات پیچیده و ظریف مناسب است.
معایب
هزینه بالای تجهیزات، نیاز به الکترولیت و مدیریت آن، محدودیت به مواد هادی، نیاز به طراحی دقیق الکترودها، دقت ابعادی متغیر، الکترولیتهای خورنده، زمان آمادهسازی طولانی و نیاز به دانش تخصصی.
کاربردهای صنعتی برش الکتروشیمیایی
برش الکتروشیمیایی و تخلیه الکتریکی در صنایع مختلفی کاربرد دارند که برخی از مهمترین آنها عبارتند از صنایع هوافضا برای تولید قطعات با دقت بالا و اشکال پیچیده مانند توربینهای هواپیما و موشکها، صنایع پزشکی برای تولید ایمپلنتهای پزشکی، ابزارهای جراحی، و قطعات با دقت بالا، و تولید قطعات با دقت بالا مانند قالبها، قطعات الکترونیکی، و قطعات با اشکال پیچیده.
برش واترجت: تکنولوژی پیشرفته بدون اثرات حرارتی
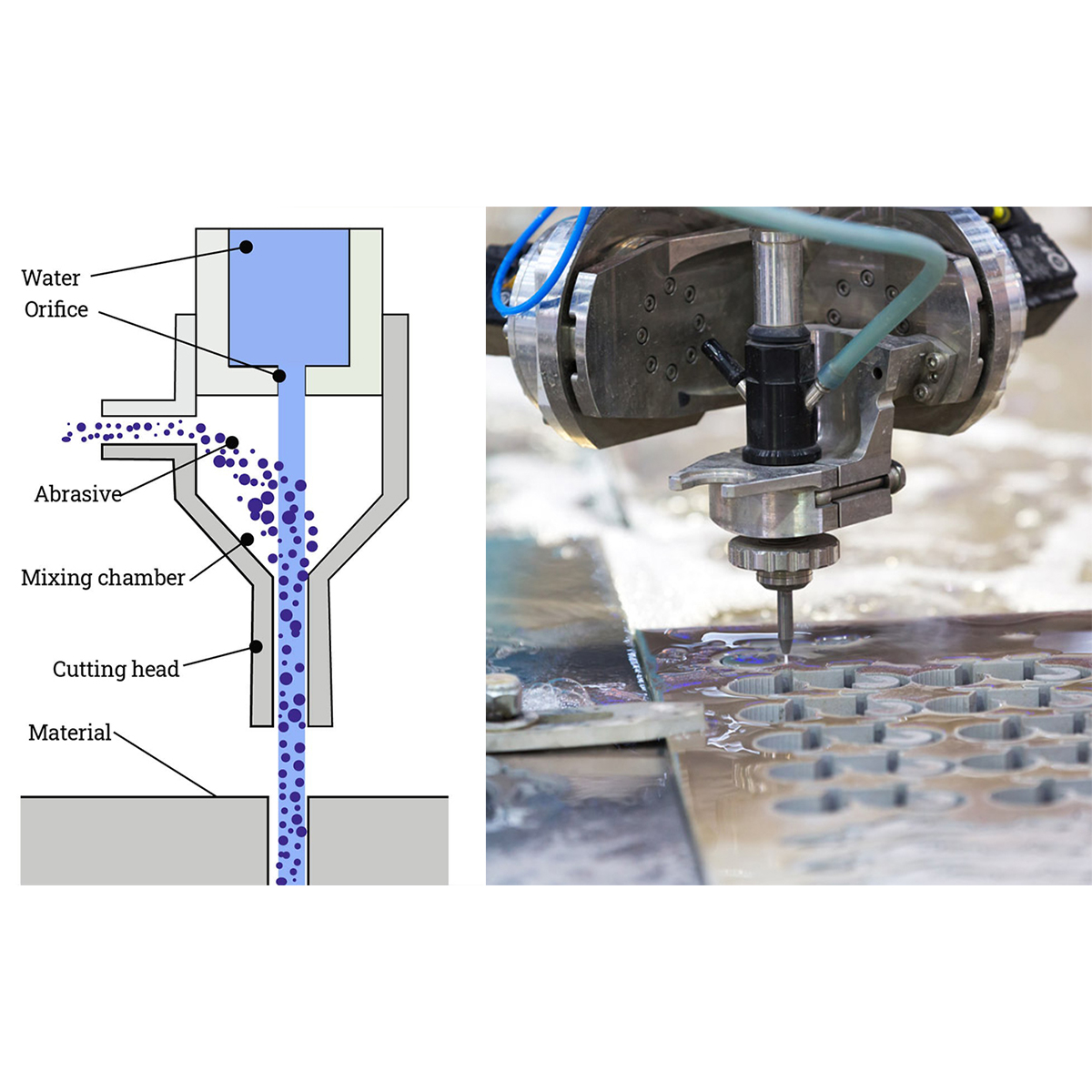
برش واترجت یکی از روشهای پیشرفته برش فلزات است که در آن از جریان آب با فشار بسیار بالا (گاهی همراه با مواد ساینده) برای برش فلزات استفاده میشود. در این روش، آب با فشار بسیار بالا (تا ۶۰۰۰ بار) از طریق یک نازل بسیار باریک خارج میشود، در برخی موارد مواد ساینده (مانند گارنت) به جریان آب اضافه میشود تا قدرت برش افزایش یابد، جریان آب یا آب همراه با مواد ساینده، فلز را برش میدهد.
تفاوت اصلی برش واترجت با روشهای حرارتی در این است که هیچ گونه حرارتی ایجاد نمیکند، بنابراین ناحیه متأثر از حرارت (HAZ) وجود ندارد. این روش برای برش فلزات، سرامیکها، شیشه، و حتی مواد ترکیبی مناسب است و دقت برش بسیار بالایی دارد و میتواند اشکال پیچیده را با دقت بالا برش دهد.
استفاده از مواد ساینده (مانند گارنت) به جریان آب برای افزایش قدرت برش باعث میشود که برش واترجت بتواند فلزات سخت و ضخیم را نیز برش دهد. این مواد ساینده قدرت برشی جریان آب را به طور قابل توجهی افزایش میدهند و امکان برش مواد مختلف را فراهم میکنند.
مزایا
برش واترجت تنش حرارتی و تغییرات متالورژیکی ایجاد نمیکند، طیف گستردهای از مواد و ضخامتها را برش میدهد، کیفیت سطح عالی با حداقل پسماند ایجاد میکند و از نظر زیستمحیطی تمیز است. این روش برای مواد حساس به حرارت، بازتابنده نور (مانند مس و آلومینیوم) و کامپوزیتها بدون آسیبرسانی به خواص آنها مناسب است.
معایب
هزینه بالای تجهیزات و نگهداری، سرعت برش کندتر برای مواد ضخیم، مصرف قابل توجه آب و مواد ساینده، سر و صدای زیاد، نیاز به تعویض منظم قطعات مصرفی (مانند نازلها) و احتمال انحراف مسیر برش در مواد بسیار ضخیم از محدودیتهای این روش است.
مناسب برای: تقریباً تمام مواد، قطعات حساس به حرارت (عدم ایجاد تنش حرارتی)، برش دقیق، متریالهای ضخیم.
نامناسب برای: تیراژ بسیار بالا (سرعت نسبتاً پایین)، پروژههایی که هزینه عملیاتی (به دلیل مصرف مواد ساینده و استهلاک) در آنها اولویت اول است.
اکنون که با سازوکار، مزایا و محدودیتهای هر روش آشنا شدیم، میتوان آنها را بر اساس معیارهای تصمیمگیری صنعتی مقایسه کرد.
| دسته روش | مکانیزم | مزیت اصلی | کاربرد رایج |
|---|---|---|---|
| برش حرارتی | جداسازی فلز با استفاده از حرارت بالا، ذوب یا اکسیداسیون موضعی | سرعت بالا و مناسب برای برش صنعتی | برش ورقهای فولادی، قطعات صنعتی، سازههای فلزی |
| برش مکانیکی | جداسازی فلز با اعمال نیرو، فشار، سایش یا تماس مستقیم ابزار | سادگی فرآیند و هزینه مناسب در بسیاری از کاربردها | گیوتین، اره، پانچ، برش در کارگاهها و خطوط تولید |
| برش با سیال پرفشار | جداسازی با استفاده از جریان بسیار پرفشار آب، گاهی همراه با مواد ساینده | برش بدون اثر حرارتی محسوس و مناسب برای مواد حساس | استیل، آلومینیوم، قطعات دقیق، متریالهای حساس به حرارت |
| برش با تخلیه الکتریکی | برداشت ماده با جرقههای الکتریکی کنترلشده | دقت بالا در قطعات پیچیده و سخت | قالبسازی، قطعات دقیق، فلزات سخت و هندسههای ظریف |
| برش الکتروشیمیایی | حذف ماده از طریق واکنش الکتروشیمیایی کنترلشده | بدون تنش مکانیکی و با کیفیت سطح مناسب | قطعات حساس، آلیاژهای خاص، کاربردهای دقیق صنعتی |
مقایسه روشهای مختلف برش: راهنمای انتخاب روش مناسب
مقایسه روشهای مختلف برش از نظر دقت، سرعت، هزینه، و ضخامت فلز میتواند راهنمای مناسبی برای انتخاب روش مناسب باشد.
از نظر کیفیت سطح و دقت، برش مکانیکی کیفیت سطح خوب تا عالی و دقت متوسط تا بالا دارد، اما محدودیت در برش اشکال پیچیده است. برش حرارتی کیفیت سطح پایین تا متوسط و دقت پایین تا متوسط دارد، به ویژه در برش با شعله. برش الکتروشیمیایی کیفیت سطح عالی بدون ایجاد ناحیه متأثر از حرارت و دقت بسیار بالا دارد و مناسب برای برش اشکال پیچیده است. برش لیزری کیفیت سطح عالی با حداقل ناحیه متأثر از حرارت و دقت بسیار بالا دارد و مناسب برای برش اشکال پیچیده است. برش واترجت نیز کیفیت سطح عالی بدون ایجاد ناحیه متأثر از حرارت و دقت بالا دارد.
| روش برش | دقت | سرعت | هزینه عملیاتی | ضخامت مناسب | مناسبترین کاربرد | محدودیت اصلی |
|---|---|---|---|---|---|---|
| برش لیزری | بسیار بالا | بالا | متوسط تا بالا | نازک تا متوسط | قطعات پیچیده و دقیق | هزینه اولیه زیاد |
| واترجت | بسیار بالا | متوسط | بالا | نازک تا ضخیم | متریالهای حساس | هزینه مصرفی بالا |
| پلاسما | متوسط | بسیار بالا | پایین | متوسط تا ضخیم | ورقهای ضخیم صنعتی | لبههای ناصاف |
| شعله | پایین | پایین | بسیار پایین | بسیار ضخیم | قطعات خام و ساده | اعوجاج حرارتی |
| مکانیکی | پایین تا متوسط | بالا | پایین | نازک تا متوسط | برشهای مستقیم/صاف | محدودیت هندسی |
| الکتروشیمیایی | بسیار بالا | پایین | بالا | نازک تا متوسط | قطعات حساس و سخت | پیچیدگی تجهیزات |
کدام روش برش برای کدام کاربرد مناسبتر است؟
بعد از آشنایی با تفاوتهای فنی و اقتصادی روشهای مختلف، سؤال اصلی این است که در عمل، برای هر نوع کاربرد کدام روش انتخاب بهتری است؟ پاسخ این سؤال به جنس فلز، ضخامت، سطح دقت موردنیاز، تیراژ تولید و بودجه پروژه بستگی دارد. در ادامه، رایجترین سناریوهای انتخاب روش برش فلزات را مرور میکنیم تا تصمیمگیری برای کاربر سادهتر و سریعتر شود.
بهترین روش برای برش ورق نازک
برای برش ورقهای نازک، برش لیزری معمولاً بهترین انتخاب است. این روش در ضخامتهای پایین، دقت بسیار بالا، لبه تمیز و سرعت مناسبی ارائه میدهد و برای تولید قطعات با شکلهای پیچیده یا جزئیات ظریف بسیار مناسب است. اگر هدف، تولید قطعاتی باشد که پس از برش نیاز کمی به پرداخت داشته باشند، لیزر یکی از گزینههای اصلی خواهد بود.
در برخی موارد، برای برش مستقیم و ساده ورقهای نازک، گیوتین نیز میتواند گزینهای سریع و اقتصادی باشد؛ اما در مقایسه با لیزر، محدودیت زیادی در ایجاد اشکال پیچیده دارد.
بهترین روش برای فولاد ضخیم
برای فولادهای ضخیم، انتخاب روش به ضخامت دقیق و سطح کیفیت مورد انتظار بستگی دارد. در بسیاری از کاربردهای صنعتی، برش پلاسما برای فولادهای با ضخامت متوسط تا بالا گزینهای سریع و مقرونبهصرفه محسوب میشود. اگر ضخامت قطعه بسیار زیاد باشد و دقت بالا در اولویت اول نباشد، برش شعلهای نیز میتواند انتخابی اقتصادی و کاربردی باشد.
بهطور کلی، زمانی که هدف برش فولاد ضخیم با هزینه کمتر است، شعله و پلاسما معمولاً از لیزر مناسبتر هستند؛ اما اگر کیفیت لبه و دقت نهایی اهمیت بیشتری داشته باشد، ممکن است روشهای دیگر در اولویت قرار بگیرند.
بهترین روش برای استیل
برای برش استیل، برش لیزری در بسیاری از موارد بهترین گزینه است؛ زیرا دقت بالا، کیفیت لبه مناسب و ظاهر تمیزتری ایجاد میکند. این موضوع بهویژه در قطعات دکوراتیو، صنعتی دقیق یا محصولاتی که کیفیت ظاهری اهمیت دارد، بسیار مهم است.
اگر ضخامت استیل بیشتر باشد یا کاربر بخواهد از اثر حرارتی تا حد ممکن جلوگیری کند، واترجت نیز میتواند انتخاب مناسبی باشد. در پروژههایی که کیفیت برش و حفظ خواص متالورژیکی استیل اهمیت دارد، واترجت یک گزینه ارزشمند محسوب میشود.
بهترین روش برای آلومینیوم
آلومینیوم به دلیل ویژگیهای خاص خود، در انتخاب روش برش نیاز به دقت بیشتری دارد. در بسیاری از کاربردها، برش لیزری برای آلومینیومهای نازک تا متوسط مناسب است، بهویژه زمانی که دقت بالا و لبه تمیز مدنظر باشد. با این حال، بسته به نوع آلیاژ، ضخامت و توان دستگاه، پلاسما یا واترجت نیز میتوانند گزینههای مناسبی باشند.
اگر جلوگیری از ناحیه متأثر از حرارت یا تغییر خواص سطحی قطعه اهمیت داشته باشد، واترجت معمولاً انتخاب مطمئنتری نسبت به روشهای حرارتی است.
بهترین روش برای قطعات دقیق
برای قطعاتی که دقت ابعادی بالا، جزئیات ظریف و کیفیت لبه مناسب در آنها اهمیت دارد، معمولاً برش لیزری، واترجت و در کاربردهای خاص برش الکتروشیمیایی یا تخلیه الکتریکی در اولویت قرار میگیرند. لیزر برای بسیاری از قطعات دقیق صنعتی و ورقهای فلزی گزینهای بسیار کارآمد است، در حالی که واترجت در مواقعی که نباید اثر حرارتی ایجاد شود، برتری پیدا میکند.
در صنایع حساس یا برای قطعاتی با هندسه پیچیده و تلرانس بالا، روشهای تخصصیتر مانند ECM یا EDM نیز میتوانند انتخاب بهتری باشند؛ هرچند هزینه و پیچیدگی آنها بیشتر است.
بهترین روش برای تیراژ بالا
در تولید انبوه، سرعت، پایداری فرآیند و هزینه تمامشده اهمیت زیادی دارند. برای همین، برش لیزری در بسیاری از خطوط تولید مدرن به دلیل سرعت بالا، امکان اتوماسیون و کیفیت ثابت، انتخابی مناسب برای تیراژ بالا است. در کاربردهایی که شکل قطعات سادهتر باشد، روشهای مکانیکی مانند گیوتین، پانچ یا برخی فرآیندهای CNC نیز میتوانند بهرهوری بالایی داشته باشند.
اگر هدف برش سریع ورقهای ضخیم در مقیاس صنعتی باشد، پلاسما نیز در بسیاری از کارخانهها گزینهای کارآمد و اقتصادی است.
بهترین روش اقتصادی برای کارگاهها
برای بسیاری از کارگاهها، انتخاب روش برش بیش از هر چیز به بودجه اولیه، نوع سفارشها و تنوع پروژهها بستگی دارد. در کارگاههایی که بیشتر با برشهای ساده و مستقیم سروکار دارند، ابزارها و روشهای مکانیکی مانند گیوتین، اره یا پانچ معمولاً اقتصادیتر هستند. اگر تمرکز کارگاه بر فولادهای ضخیم و قطعات صنعتی باشد، پلاسما میتواند تعادل خوبی میان هزینه و کارایی ایجاد کند.
در مقابل، برش لیزری اگرچه از نظر کیفیت و دقت مزایای زیادی دارد، اما به دلیل هزینه اولیه بالاتر، همیشه اولین انتخاب کارگاههای کوچک نیست؛ مگر اینکه حجم سفارش، نوع مشتریان و ارزش افزوده کار این سرمایهگذاری را توجیه کند.
تکنولوژیهای پیشرفته و نوآوریهای اخیر در برش فلزات
برش با لیزر فیبری و دیودی: پیشرفتهای جدید در برش لیزری
لیزر فیبری به دلیل بازده بالا، کیفیت پرتو مناسب و عملکرد خوب روی بسیاری از فلزات، در برش ورقهای فلزی نازک تا نسبتاً ضخیم کاربرد گستردهای دارد. این نوع لیزر دقت و سرعت بالایی دارد. لیزر دیودی نیز از دیودهای نیمههادی به عنوان منبع نور استفاده میکند و برای برش فلزات نازک مناسب است و هزینههای پایینتری دارد.
تفاوت اصلی این لیزرها با لیزر CO2 در بازده انرژی بالاتر، هزینههای نگهداری کمتر، و سرعت برش بالاتر است. این پیشرفتها باعث شده که لیزرهای فیبری و دیودی در صنایع مختلف کاربرد گستردهای پیدا کنند و در بسیاری از کاربردهای برش فلز، جایگزین مناسبی برای لیزرهای CO₂ سنتی شدهاند.
روشهای ترکیبی برش: نوآوریهای نوین برای بهبود عملکرد
روشهای ترکیبی برش، تلفیقی از دو یا چند روش برش هستند تا مزایای هر روش را ترکیب کرده و محدودیتهای آنها را کاهش دهند. تلفیق لیزر و واترجت یکی از این روشهاست که در آن از لیزر برای پیشبرش و واترجت برای تکمیل برش استفاده میشود. مزایای آن شامل کاهش زمان برش، افزایش دقت و کاهش هزینهها میباشد و برای برش فلزات با ضخامتهای مختلف و مواد ترکیبی استفاده میشود.
تلفیق EDM و فرزکاری نیز یکی دیگر از روشهای ترکیبی است که در آن از EDM برای برش اولیه و فرزکاری برای تکمیل برش استفاده میشود. مزایای آن شامل افزایش دقت، کاهش زمان برش، و امکان برش اشکال پیچیده است و برای تولید قالبها و قطعات با اشکال پیچیده استفاده میشود.
نتیجهگیری: چگونه بهترین روش برش فلزات را انتخاب کنیم؟
انتخاب بهترین روش برش فلزات بیش از آنکه به «بهترین فناوری» وابسته باشد، به «بهترین تطابق با شرایط پروژه» بستگی دارد. هر روش برش، از مکانیکی و حرارتی گرفته تا الکتروشیمیایی و واترجت، برای مجموعهای مشخص از نیازهای صنعتی طراحی شده و مزایا و محدودیتهای خاص خود را دارد. بنابراین تصمیمگیری صحیح زمانی شکل میگیرد که عواملی مانند نوع فلز، ضخامت قطعه، دقت موردنیاز، سرعت تولید و هزینههای عملیاتی بهصورت همزمان در نظر گرفته شوند.
برای سادهتر شدن این انتخاب، میتوان یک چارچوب تصمیمگیری اولیه در نظر گرفت. در پروژههایی که برش قطعات بسیار ضخیم با هزینه پایین اولویت دارد، روشهایی مانند برش شعلهای یا پلاسما معمولاً گزینههای مناسبی هستند. زمانی که دقت بالا، لبههای تمیز و تلرانسهای دقیق اهمیت بیشتری دارند، فناوریهایی مانند برش لیزری یا ماشینکاری تخلیه الکتریکی (EDM) عملکرد بهتری ارائه میدهند. در مقابل، اگر جلوگیری از ایجاد ناحیه متأثر از حرارت (HAZ) یا برش مواد حساس به دما اهمیت داشته باشد، روشهایی مانند واترجت یا فرایندهای الکتروشیمیایی میتوانند انتخاب مناسبتری باشند.
در نهایت، انتخاب روش برش نباید صرفاً بر اساس یک معیار انجام شود. ترکیب دانش فنی، شناخت محدودیتهای هر فناوری و ارزیابی شرایط واقعی تولید میتواند به تصمیمی منجر شود که هم از نظر اقتصادی و هم از نظر کیفیت محصول، بهترین نتیجه را برای پروژه به همراه داشته باشد.
سوالات متداول
1- چه عواملی در انتخاب روش مناسب برش فلز تأثیرگذارند؟
نوع و ضخامت فلز، دقت مورد نیاز، سرعت برش، هزینه تجهیزات و بهرهبرداری، و نیاز به پردازشهای ثانویه از مهمترین عواملی هستند که در انتخاب روش برش باید در نظر گرفته شوند.
2- آیا برش لیزری برای تمام فلزات مناسب است؟
برش لیزری برای بسیاری از فلزات مانند فولاد، استیل و آلومینیوم مناسب است، اما عملکرد آن به نوع لیزر، توان دستگاه، ضخامت و بازتابندگی فلز بستگی دارد. اما در برش فلزات بازتابنده مانند مس و برنج با چالشهایی مواجه است و ممکن است نیاز به تنظیمات یا فناوری خاصی داشته باشد.
3- برای برش فلزات ضخیم کدام روشها مناسبتر هستند؟
روشهای برش شعلهای (Oxy-Fuel)، پلاسما و واترجت معمولاً برای فلزات ضخیم مناسبتر هستند، ولی هر کدام بسته به نوع فلز، دقت مورد نیاز و هزینه، مزایا و محدودیتهای خاص خود را دارند.
4- تفاوت برش لیزر و پلاسما چیست؟
برش لیزر با استفاده از پرتو نور متمرکز، دقت بسیار بالا و لبههای کاملاً صافی ایجاد میکند و برای ورقهای نازک تا متوسط عالی است. در مقابل، برش پلاسما از گاز یونیزه شده (پلاسما) استفاده میکند، سرعت بالاتری در ورقهای ضخیم دارد و هزینههای عملیاتی آن کمتر است، اما دقت آن کمتر از لیزر بوده و لبههای آن ممکن است نیاز به پلیسهگیری داشته باشد.
5- برش واترجت بهتر است یا لیزر؟
پاسخ به «بهتر بودن» بستگی به پروژه شما دارد. لیزر برای تولید قطعات دقیق در تیراژ بالا و ورقهای نازک، سریعتر و ارزانتر است. اما واترجت برای متریالهای حساس به حرارت (مانند آلومینیوم خاص یا قطعاتی که نباید تغییر ساختار متالورژیکی بدهند) و همچنین برش ضخامتهای بسیار بالا بدون ایجاد منطقه حرارتی، گزینه بسیار بهتری است.
6-ارزانترین روش برش فلزات کدام است؟
از نظر هزینههای اولیه دستگاه و مواد مصرفی، روشهای مکانیکی (مانند گیوتین و اره) و برش شعلهای (Oxy-Fuel) در دسته اقتصادیترین روشها قرار میگیرند. اگر به دنبال روشی برای برشهای ساده و مستقیم با حداقل بودجه هستید، این گزینهها معمولاً مقرونبهصرفهترین هستند.
7- ارزانترین روش برش فلزات کدام است؟
از نظر هزینههای اولیه دستگاه و مواد مصرفی، روشهای مکانیکی (مانند گیوتین و اره) و برش شعلهای (Oxy-Fuel) در دسته اقتصادیترین روشها قرار میگیرند. اگر به دنبال روشی برای برشهای ساده و مستقیم با حداقل بودجه هستید، این گزینهها معمولاً مقرونبهصرفهترین هستند.
8- کدام روش کمترین پلیسه را ایجاد میکند؟
روشهای واترجت و لیزر به دلیل دقت بالا و کنترل دقیق فرآیند، کمترین میزان پلیسه (Burr) را ایجاد میکنند. در برش لیزری، تنظیمات درست پارامترهای گاز محافظ باعث میشود لبهها کاملاً تمیز و بدون نیاز به پرداخت باشند. روشهای حرارتی مانند پلاسما معمولاً پلیسه بیشتری تولید میکنند.
9- آیا برش حرارتی خواص فلز را تغییر میدهد؟
بله. روشهایی مانند پلاسما، لیزر و شعله با ایجاد حرارت بسیار بالا، منطقهای به نام “ناحیه متأثر از حرارت” (HAZ) ایجاد میکنند که میتواند باعث تغییرات متالورژیکی، سختی یا اعوجاج در لبههای قطعه شود. اگر حفظ خواص فلز در محل برش حیاتی باشد، استفاده از روشهای غیرحرارتی مانند واترجت توصیه میشود.