
ورقکاری و جوشکاری، از اصلیترین فرآیندهای ساخت در صنایع فلزی به شمار میروند که نقش کلیدی در تولید قطعات صنعتی، سازههای سبک و محصولات مصرفی دارند. ورقکاری به مجموعهای از عملیات مانند برش، خمکاری، پانچ و شکلدهی گفته میشود که با استفاده از ورقهای فلزی، قطعاتی با ابعاد و فرمهای مشخص تولید میگردند. در ادامه این مسیر، جوشکاری به عنوان فرآیندی برای اتصال دایم قطعات فلزی، نقش تکمیلکننده و تعیینکنندهای در کیفیت نهایی محصول ایفا میکند.

در طراحی قطعاتی که قرار است از ورق ساخته و سپس جوشکاری شوند، رعایت اصول فنی خاصی الزامی است. طراحی صحیح، نه تنها باعث بهبود استحکام، کاهش اعوجاح و افزایش دوام اتصلات جوش میشود، بلکه فرآیند تولید را سادهتر و مقرون به صرفهتر میکند. این مقاله با هدف بررسی مهمترین نکات طراحی ورقکاری برای جوشکاری تدوین شده است تا به مهندسان و طراحان کمک کند از مرحله ابتدایی طراحی، محصولاتی قابل اتکا و بهینه برای ساخت تولید کنند.
اهمیت رعایت اصول طراحی در مرحله قبل از ساخت
یکی از مهمترین مراحل در تولید قطعات فلزی، طراحی دقیق و اصولی پیش از ورود به فرآیند ساخت است. در حوزههایی مانند ورقکاری و جوشکاری، طراحی اولیه نقش بنیادینی در موفقیت نهایی پروژه دارد، زیرا بسیاری از مشکلاتی که در هنگام ساخت، مونتاژ یا بهرهبرداری ظاهر میشوند، ریشه در طراحی نادرست دارند.
اگر طراح در مراحل اولیه به مواردی مانند انتخاب مناسب ضخامت ورق، نوع اتصال، امکانپذیری اجرای جوش، تاب برداشتن قطعات بعد از جوش و نحوه مونتاژ توجه نکند، ممکن است محصول نهایی دچار مشکلاتی جدی شود، از جمله:
- اعوجاج شدید قطعه پس از جوشکاری
- عدم دسترسی مناسب ابزار به محل جوش
- دشواری در مونتاژ یا نیاز به اصلاحهای پرهزینه
- افت کیفیت جوش و کاهش عمر قطعهپ
- افزایش ضایعات و هزینه تولید
به بیان سادهتر، طراحی اصولی پیش از ساخت، نقش پیشگیریکننده دارد و از تحمیل هزینههای سنگین و دوبارهکاری در مراحل بعدی جلوگیری میکند. این موضوع بهویژه در تولید انبوه یا محصولات صنعتی با دقت بالا اهمیت بیشتری مییابد، چرا که هر اشتباه طراحی، ممکن است در مقیاس بزرگ، ضرر مالی و زمانی قابلتوجهی به همراه داشته باشد.
بنابراین، رعایت اصول طراحی پیش از ساخت، نه تنها تضمینکننده کیفیت و عملکرد نهایی قطعه است، بلکه به عنوان یک عامل کلیدی در بهینهسازی زمان، هزینه و منابع نیز شناخته میشود.
اهمیت طراحی برای جوشکاری
کاهش هزینههای تولید با طراحی اصولی
یکی از مهمترین مزایای رعایت اصول طراحی در فرآیند ورقکاری برای جوشکاری، کاهش قابل توجه هزینههای تولید است. این کاهش هزینهها در چندین سطح مختلف رخ میدهد که در ادامه به مهمترین آنها اشاره میشود:
1- کاهش دوبارهکاری و ضایعات: طراحی صحیح باعث میشود قطعات با دقت بیشتری ساخته شوند و نیاز به اصلاح، برش مجدد یا تعویض کاهش یابد. در نتیجه، ضایعات متریال به حداقل رسیده و نیروی انسانی و ماشینآلات کمتر درگیر تعمیرات یا بازسازی قطعات معیوب میشوند.
2- کاهش زمان مونتاژ و جوشکاری: زمان تولید به شدت به سادگی مونتاژ و دسترسی به نقاط جوش وابسته است. طراحی مناسب که در آن موقعیتهای جوشکاری به درستی مشخص شدهاند، موجب تسهیل در فرآیند جوشکاری، کاهش نیاز به جا به جایی قطعه و در نهایت کوتاهتر شدن زمان تولید میشود.
3- استفاده بهینه از متریال و کاهش پرت ورق: با در نظر گرفتن الگوهای برش استاندارد و طراحی قطعات به گونهای که در کنار هم روی یک ورق چیده شوند، میتوان میزان پرت را کاهش داد. این موضوع مستقیما بر هزینه خرید متریال تاثیر میگذارد.
4- کاهش هزینه تجهیزات نگهدارنده (جگ و فیکسچر): در صورتی که طراحی قطعه به نحوی انجام شود که نیاز به فیکسچرهای پیچیده یا موقعیتیابی دقیق نباشد، هزینه ساخت ابزارهای نگهدارنده نیز کاهش مییابد.
5- کاهش مصرف انرژی و مواد مصرفی جوش: اتصالات بهینه و تعداد کمتر جوشها، باعث کاهش مصرف سیم جوش، گاز محافظ و برق مصرفی میشود که در مقیاس تولید انبوه تاثیر زیادی بر هزینه نهایی دارد.
بنابراین، طراحی هوشمندانه و منطبق بر اصول فنی نهتنها کیفیت را ارتقاء میدهد بلکه بهعنوان یک ابزار استراتژیک برای کنترل و کاهش هزینهها در تمام مراحل تولید شناخته میشود.
بهبود کیفیت و استحکام نهایی با طراحی اصولی
طراحی صحیح قطعات ورقکاری، تاثیر مستقیمی بر کیفیت نهایی محصول و استحکام اتصالات جوشکاری شده دارد. هر گونه بیتوجهی به اصول طراحی میتواند منجر به ضعف در ساختار اتصال، کاهش دوام قطعه و حتی شکست آن در شرایط عملکردی شود. در مقابل، طراحی مهندسی شده و اصولی، تضمینکننده یکپارچگی ساختاری و عملکرد بلندمدت قطعه خواهد بود.

1- کنترل تمرکز تنش در محلهای جوش: در طراحی حرفهای، از ایجاد زوایای تیز، شکافهای ناهموار یا تمرکز بار در یک نقطه اجتناب میشود. این موارد میتوانند منجر به شکست در محل جوش شوند. با پیشبینی دقیق این نقاط در مرحله طراحی، میتوان از ایجاد چنین آسیبهایی جلوگیری کرد.
2- افزایش سازگاری قطعات در هنگام مونتاژ و جوشکاری: وقتی قطعات به درستی طراحی شده باشند، بدون اعمال فشار یا تنش اضافی روی یکدیگر قرار میگیرند. این تطابق دقیق موجب میشود که جوشها یکنواخت، تمیز و عاری از از نقص (مانند حفره، نفوذ ناقص یا سرباره) باشند که این موضوع مستقیما به استحکام نهایی اتصال مربوط میشود.
3- پیشگیری از تا برداشتن (اعوجاج) پس از جوشکاری: در طراحیهای غیرمهندسی، تفاوت ضخامت یا هندسههای نامناسب باعث میشود قطعات بعد از جوش دچار تغییر شکل (اعوجاج) شوند. طراحی متعادل و استفاده از اصولی مانند تقارن، تعادل حرارتی و محل مناسب جوشها میتواند از این مشکل جلوگیری کند.
4- انتخاب صحیح محل و نوع جوش: طراح باید در مرحله اولیه مشخص کند که چه نوع جوشی (لب به لب، گوشه، فیلت و …) در کجا اجرا شود. طراحی دقیق محل و نوع اتصال بر پایه خواص مکانیکی و کاربرد قطعه، موجب افزایش دوام، مقاومت در برابر شکست و پایداری در برابر لرزش یا فشار خواهد شد.
5- افزایش طول عمر و قابلیت اطمینان قطعه: تمام نکات فوق در نهایت به تولید قطعهای منجر میشود که عملکرد قابل اعتمادتری در شرایط کاری دارد و طول عمر بالاتری را در میدان عملیاتی تجربه میکند. این برای صنایعی مانند خودرو، لوازم خانگی، سازههای صنعتی یا تجهیزات پزشکی اهمیت حیاتی دارد.
سادهسازی فرآیند تولید و مونتاژ با طراحی اصولی
یکی از اصلیترین اهداف طراحی مهندسی در ورقکاری، تسهیل روند تولید و مونتاژ قطعات است. زمانی که طراحی به درستی و بر پایه واقعیتهای تولید و محدودیتهای تجهیزات انجام شود، فرآیند ساخت روانتر، سریعتر و با خطای کمتر پیش میرود. این سادهسازی نه تنها به کاهش هزینه و زمان تولید کمک میکند، بلکه موجب افزایش کیفیت نهایی و تکرارپذیری در تولید انبوه نیز میشود.
- طراحی قطعات با قابلیت مونتاژ آسان: استفاده از ویژگیهایی مانند پینهای راهنما، لبههای خم شده به عنوان موقعیت دهنده یا زبانه و شیار، کمک میکند که قطعات به صورت خودکار یا نیمه خودکار در موقعیت صحیح خود قرار گیرند. این موضوع، نیاز به ابزارآلات پیچیده یا تنظیمهای مداوم در خط مونتاژ را کاهش میدهد.
- کاهش تعداد قطعات و اتصالات پیچیده: یکی از اصول طراحی برای ساخت (DFM)، کاهش تعداد اجزای مونتاژی است. با طراحی هوشمندانه میتوان چند وظیفه را در یک قطعه واحد تلفیق کرد و تعداد اتصالات جوشی یا پیچ و مهرهای را کاهش داد. این کار موجب تسریع مونتاژ و کاهش احنمال خطا میشود.
- هماهنگی طراحی با تواناییهای ماشینآلات تولید: گر طراحی بهگونهای باشد که با امکانات موجود در کارگاه (مانند خمکاری، پانچ، برش CNC یا رباتهای جوشکار) همراستا باشد، مراحل تولید بدون نیاز به تغییر قالب، ابزار یا فرآیند اضافی انجام خواهد شد. در غیر این صورت، عملیات تولید پیچیدهتر و پرهزینهتر میشود.
- در نظر گرفتن ترتیب ساخت و مونتاژ از ابتدا: طراح حرفهای از همان ابتدای کار به مراحل اجرای جوش، ترتیب مونتاژ قطعات، امکان دسترسی ابزارها و همچنین عملیات نهایی مانند رنگ یا آبکاری فکر میکند. این دید کلنگرانه، موجب میشود که از تداخل قطعات، دسترسی نامناسب یا نیاز به بازکاریهای وقتگیر جلوگیری شود.
- افزایش سرعت و تکرارپذیری در خطوط تولید انبوه: هر چه طاحی سادهتر و دقیقتر باشد، امکان استفاده از اتوماسیون، رباتیک و قالبهای تکرارپذیر بیشتر میشود. این امر در تولید انبوه موجب ثبات کیفیت و کاهش وابستگی به نیروی کار تخصصی میشود.
بنابراین، طراحی مهندسیشده در ورقکاری، نهتنها ابزاری برای زیبایی یا عملکرد فنی است، بلکه عامل اصلی برای بهینهسازی فرآیند تولید، حذف پیچیدگیهای غیرضروری و افزایش بهرهوری در مونتاژ صنعتی نیز بهشمار میرود.
جلوگیری از خطاهای رایج در مونتاژ با طراحی اصولی
در خطوط تولید صنعتی، یکی از دلایل اصلی کاهش کیفیت نهایی و افزایش دوبارهکاریها، اشتباه در مونتاژ قطعات است. این اشتباهات معمولا به دلیل طراحی ناقص، نبود راهنماییهای دقیق و با عدم درک نحوه مونتاژ در مرحله طراحی اتفاق میافتند. طراحی اصولی ورقکار میتواند از بروز بسیاری از این خطاها به طور موثری جلوگیری کند.
- طراحی با در نظر گرفتن جهتگیری صحیح قطعات: اگر طراحی به گونهای انجام شود که قطعه تنها در یک جهت یا حالت خاص قابل مونتاژ باشد (مثلا با استفاده از زبانه و شیار، برشهای کلیدی یا لبههای نامتقارن)، احتمال مونتاژ اشتباه توسط اپراتور تقریبا به صفر میرسد. این تکنیک به ویژه در خطوط با سرعت بالا یا نیروی انسانی کم تجربه اهمیت دارد.
- اجتناب از تقارنهای گمراهکننده: در برخی موارد، قطعات تقارندار باعث اشتباه در مونتاژ میشوند، زیرا اپراتور تصور میکند که قطعه را به درستی جا زده است، در حالی که جهتگیری نادرست بوده است. طراحی با حذف تقارن با ایجاد نشانههای مشخص (notch، برش زاویهدار، پانچ راهنما و…) این مشکل را حل میکند.
- طراحی با قابلیت خودراهنمایی (Self-locating design): وقتی قطعهای طوری طراحی میشود که در محل دقیق خود جا بیفتد، مانند استفاده از سوراخهای موقعیتیابی یا خمهایی که خود به خود قطعه را در موقعیت صحیح قرار میدهند، امکان بروز خطا به شدت کاهش مییابد. این ویژگی همچنین زمان مونتاژ را نیز کاهش میدهد.
- در نظر گرفتن توالی و ترتیب مونتاژ: طراح باید ترتیب اتصال قطعات را درک کند و مطمئن شود که طراحی به ترتیب منطقی، سریع و بدون نیاز به باز کردن قطعات قبلی قابل اجراباشد. این نکته از مونتاژهای ناقص یا اشتباه که بعد ها قابل اصلاح نیستند، جلوگیری میکند.
- درج نشانهها و علائم مونتاژی: در طراحی ورقکاری میتوان از پانچهای علامتزن، بریدگیهای کوچک یا نشانههای خم به عنوان راهنمای مونتاژ استفاده کرد. این نشانهها کمک میکنند اپراتورها تشخیص دهند که کدام سمت بالا، جلو یا محل جوش است.
در مجموع، طراحی هوشمند و کاربردی نقش حیاتی در کاهش خطاهای انسانی، افزایش سرعت تولید و تضمین کیفیت مونتاژ دارد. این موضوع برای تولیدات انبوه و مبتنی بر اتوماسیون یا نیروی انسانی کمتجربه بسیار حیاتی است.
اصول اولیه طراحی ورقکاری برای جوشکاری
انتخاب ضخامت مناسب ورق؛ عامل کلیدی در عملکرد و جوشپذیری
ضخامت ورق، یکی از عوامل بنیادین در طراحی قطعات فلزی است که مستقیما بر فرآیند تولید، جوشکاری، هزینه نهایی و عملکرد قطعه تاثیر میگذارد. انتخاب نامناسب ضخامت، میتواند باعث مشکلات جدی مانند ضعف در استحکام، اعوجاج پس از جوش، دشواری در مونتاژ، افزایش وزن یا تحمیل هزینههای اضافی شود.

1- تاثیر ضخامت بر کیفیت جوشکاری: ورقهای بسیار نازک (زیر 1 میلیمتر) به راحتی در هنگام جوشکاری دچار سوختگی، ذوبشدگی بیش از حد یا اعوجاج میشوند. از طرف دیگر، ورقهای ضخیمتر نیاز به انرژی بالاتر، آمادهسازی بیشتر (مانند پخزنی) و کنترل دقیقتری دارند تا جوش به طور کامل نفوذ کند و نقص نداشته باشد.
2- تناسب ضخامت با نوع کاربرد قطعه: برای قطعاتی که باید بار زیادی تحمل کنند یا در شرایط سخت (ارتعاش، فشار، ضربه) قرار دارند، انتخاب ورقهای ضخیمتر ضروری است. در مقابل، در طراحی قطعات تزئینی یا سبک مانند پوششها، ضخامت کمتر هم کارایی لازم را دارد و باعث کاهش وزن و هزینه میشود.
3- هماهنگی ضخامت با فرآیند تولید و خمکاری: ضخامت ورق باید با توانایی دستگاههای خم، پانچ و برش نیز سازگار باشد. برای مثال، ورقهای بسیار ضخیم نیاز به تجهیزات صنعتی سنگین دارند و برام خم شدن، شعاع خم بزرگتری نیاز است تا ترکخوردگی یا شکست رخ ندهد.
4- تاثیر ضخامت بر مونتاژ و تداخل قطعات: در طراحیهایی که چند قطعه با هم مونتاژ میشوند، ضخامت نقش مهمی در تعیین فیت شدن قطعاتی دارد. طراح باید ضخامت را در فایلهای CAD بهدقت لحاظ کند تا پس از تولید، قطعات بهراحتی در کنار یکدیگر قرار گیرند و نیازی به ماشینکاری یا اصلاحات بعدی نباشد.
5- تاثیر اقتصادی ضخامت: ورق ضخمیتر به معنای افزایش مصرف مواد اولیه و افزایش هزینه است. از سوی دیگر، اگر برای کاهش هزینه، ورق خیلی نازک انتخاب شود، احتمال خراب شدن یا شکست قطعه بالا میرود. بنابراین، باید ضخامت بهینهای انتخاب شود که بین هزینه و عملکرد، تعادل برقرار کند.
انتخاب ضخامت مناسب ورق، یک تصمیم کاملاً مهندسی و وابسته به نوع کاربرد، روش تولید، شرایط عملکردی و تجهیزات موجود است. طراح باید با درک دقیق از تمام این عوامل، بهگونهای ضخامت را انتخاب کند که هم کیفیت جوش و عملکرد فنی حفظ شود، و هم فرآیند تولید اقتصادی و قابل اجرا باقی بماند.
نوع فلز و سازگاری آن با فرآیند جوشکاری
انتخاب صحیح نوع فلز در طراحی ورقکاری اهمیت بالایی دارد، زیرا هر فلز رفتار خاصی در مقابل حرارت جوشکاری دارد و برخی از فلزات اصلا برای جوشکاری مناسب نیستند یا نیاز به شرایط ویژه دارند. اگر فلز انتخابی با فرآیند جوش ناسازگار باشد، نتیجه ممکن است شامل جوش ضعیف، ترک، اکسید شدن و حتی تخریب کامل قطعه باشد.

- فولادهای کمکربن (Mild Steel)- سازگاری بالا: این نوع فولاد به دلیل ترکیب ساده، مقاومت مناسب و جوشپذیری بالا یکی از رایجترین گزینهها برای جوشکاری است. در بیشتر روشهای جوش (MIG، TIG، قوس دستی)، عملکرد مناسبی دارد و در ورقکاری صنعتی بسیار پرکاربرد است.
- فولادهای ضدزنگ (Stainless Steel)- نیازمند کنترل حرارت: این فلزات با اینکه قابل جوش هستند، اما نیاز به دقت بالاتری دارند. حرارت زیاد ممکن است باعث تغییر رنگ، کاهش مقاومت خوردگی و اعوجاج شود. معمولا از جوشکاری TIG با گاز محافظ آرگون برای کنترل بهتر استفاده میشود.
- آلومینیوم- جوشپذیری متوسط با شرایط خاص: آلومینیوم به دلیل رسانایی بالا و نقطه ذوب پایین، چالش برانگیز است. برای جوش آن باید از دستگاهها و روشهای تخصصی (مثل TIG با تنظیمات مناسب یا MIG با سیم آلومینیومی) استفاده کرد. همچنین قبل از جوشکاری، سطح آن باید تمیز و بدون لایه اکسید باشد.
- مس و آلیاژهای آن- سخت ولی ممکن: مس رسانای بسیار خوبی برای گرماست و حرارت جوش را سریع پخش میکند. این ویژگی باعث میشود جوشکاری آن دشوار و نیازمند حرارت بالاتر و جریان الکتریکی بیشتر باشد. آلیاژهای مس مانند برنج و برنز نیز شرایط مشابهی دارند.
- فولادهای پرکربن یا آلیاژی- جوشپذیری پایینتر: این نوع فولادها به علت درصد بالای کربن، پس از جوشکاری تمایل به سخت شدن و ترک برداشتن دارند. برای جوش موفق، اغلب نیاز به پیشگرم کردن و عملیات حرارتی بعد از جوش است. در طراحی، بهتر است تا حد ممکن از این فلزات برای قطعات نیازمند جوش اجتناب شود.
- سازگاری فلز با نوع فرآیند جوش: انتخاب فلز باید با در نظر گرفتن نوع جوش در کارخانه یا کارگاه انجام شود. برای مثال:
1- جوش MIG برای فولاد معمولی و آلومینیوم مناسب است.
2- جوش TIG برای قطعات دقیق و ظریف از جنس فولاد زنگنزن یا آلومینیوم مناسبتر است.
3- جوش قوس دستی برای فولادهای ساختاری یا ضخیم استفاده میشود.
در طراحی ورقکاری برای جوشکاری، انتخاب نوع فلز باید با توجه به جوشپذیری، خواص مکانیکی، و شرایط تولید انجام گیرد. شناخت رفتار فلز تحت حرارت، اهمیت زیادی در تضمین کیفیت نهایی جوش، ماندگاری قطعه، و ایمنی محصول دارد.
طراحی درزهای جوش؛ کلید اتصال دقیق و بادوام
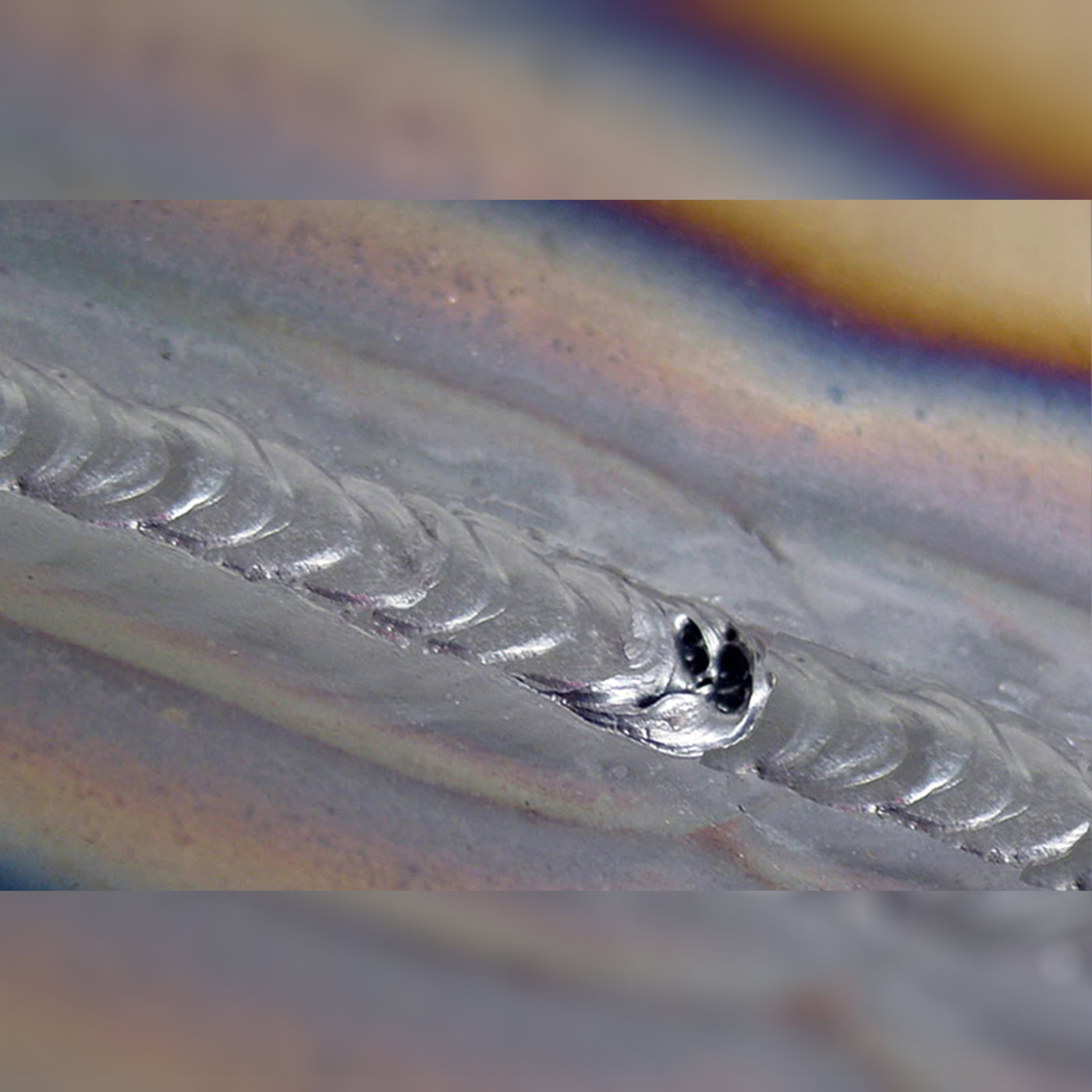
درز جوش یا ناحیهی تماس بین دو ورق فلزی، جایی است که عملیات جوشکاری انجام میشود. طراحی صحیح این ناحیه، تضمینکنندهی اتصال محکم، ظاهر مناسب، کاهش تنش و سهولت در اجزای جوش است. هرگونه بی دقتی در طراحی درزها میتواند باعث ایجاد حفره، نفوذ ناقص جوش، اعوجاج یا حتی عدم اتصال شود.
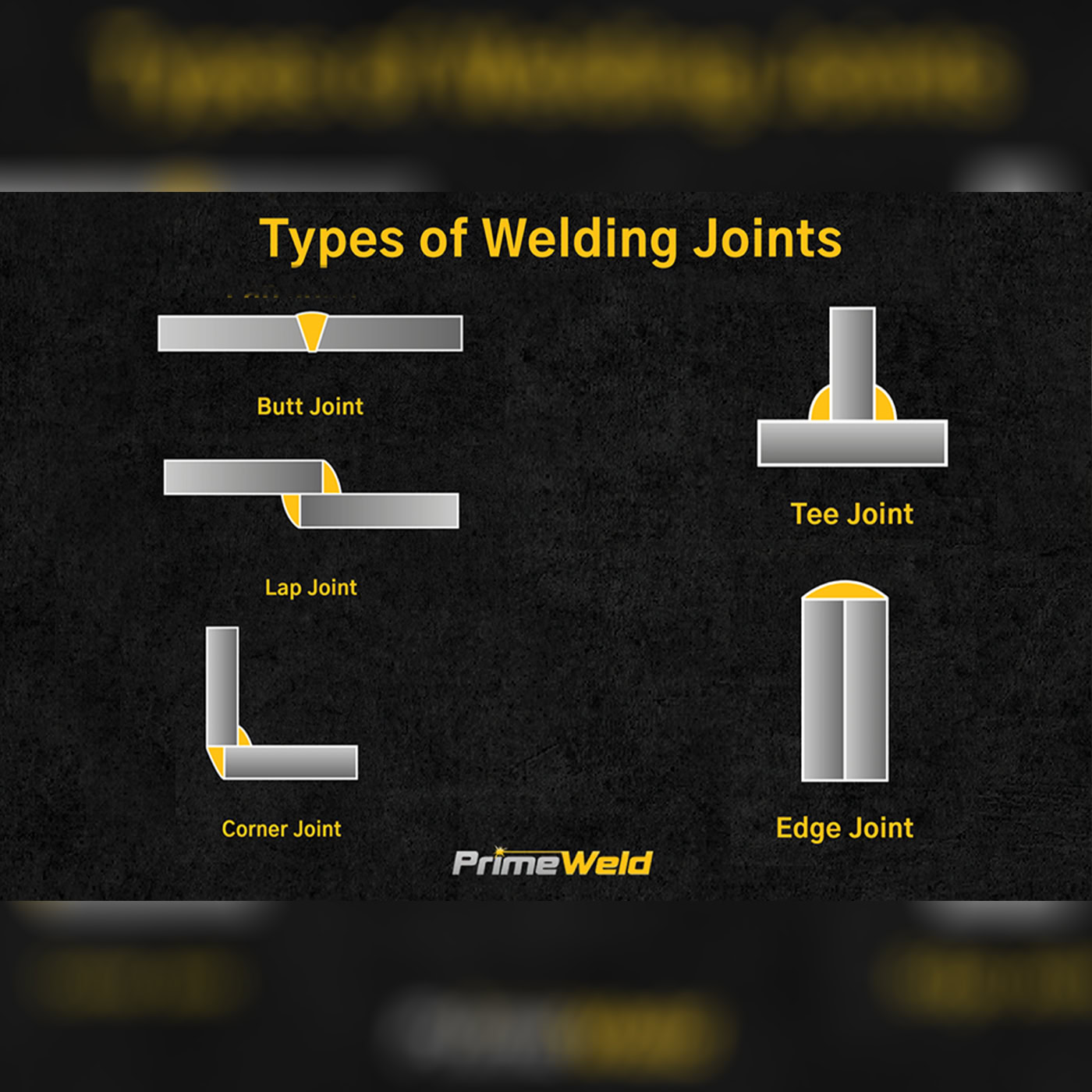
1- انواع درزهای رایج در ورقکاری: بر اساس محل و شکل قرارگیری لبهها، درزهای مختلفی وجود دارد:
- درز لب به لب (Butt Joint): دو ورق در یک سطح، بدون زاویه، کنار هم قرار میگیرند. نیاز به آمادهسازی لبه دارد، مخصوصا در ورقهای ضخیمتر.
- درز رویهم (Lap Joint): یک ورق روی ورق دیگر قرار میگیرد. مناسب برای ورقهای نازک و دارای مقاومت بالا در برابر نیروهای برشی.
- درز T شکل (T-Joint): یک ورق عمود بر ورق دیگر قرار میگیرد. مناسب برای سازههای تقویتی یا ستونها.
- درز زاویهدار یا گوشه (Corner Joint): مناسب برای ساخت جعبه، محفظه یا اسکلت.
- درز کناری (Edge Joint): برای ورقهای نازک یا زمانی که فقط لبهها جوش میخورند.
2- آمادهسازی لبهها: در ورقهای ضخیمتر، آمادهسازی لبه قبل از جوش الزامی است. این کار با ایجاد پخ (V یا U شکل) روی لبه انجام میشود تا نفوذ کامل جوش امکانپذیر باشد. نبود پخ ممکن است باعث جوش سطحی و ضعیف شود.
3- فاصله بین دو قطعه (Gap or Root Opening): در طراحی باید فاصلهی مناسب بین لبهها برای عبور صحیح قوس الکتریکی و پر شدن با فلز جوش در نظر گرفته شود. اگر فاصله زیاد باشد، فلز جوش زیادی مصرف میشود و استحکام کاهش مییابد. اگر فاصله کم باشد، ممکن است جوش نفوذ کافی نداشته باشد.
4- در نظر گرفتن فیت شدن قطعات (Fit-up): فیت شدن دقیق قطعات یعنی نحوهی قرارگیری و تماس آنها قبل از جوش، فیت نامناسب ممکن است منجر به:
- فاصله زیاد یا کم بین ورقها
- همراستا نبودن سطوح
- ایجاد تنش و اعوجاج پس از جوشکاری
برای اطمینان از فیت مناسب، در طراحی CAD باید ضخامت، زاویه پخ، فاصله، و محل قرارگیری دقیق مشخص شود.
5- جایگذاری نقاط جوش موقت (Tack Welding): در مونتاژ اولیه، قبل از جوش نهایی، نقاط جوش موقت (tack weld) برای تثبیت موقعیت قطعات استفاده میشود. طراحی درز باید فضای مناسب برای این نقاط را نیز در نظر داشته باشد.
در نظر گرفتن تاب برداشتن و تغییر شکل پس از جوش
هنگام جوشکاری، ناحیه اطراف محل جوش به شدت گرم میشود و سپس به سرعت سرد میشود. این فرآیند انبساط و انقباظ حرارتی باعث وارد شدن تنشهایی به قطعه میشود که ممکن است منجر به تاب برداشتن، خم شدن یا کشیدگی بخشهایی از ورق گردد. این موضوع به ویزه در ورقهای نازک، قطعات بزرگ یا ساختارهای نامتقارن، بیشتر اتفاق میافتد.
دلایل تاب برداشتن:
- گرم شدن غیر یکنواخت: گرمای زیاد فقط در ناحیه جوش باعث انقباض بیشتر آن ناحیه نسبت به سایر بخشها میشود.
- عدم تقارن طراحی: وقتی قطعات به صورت نامتقارن طراحی یا مونتاژ شوند، نیروهای انقباضی نامتعادل ایجاد شده و موجب پیچش میشود.
- نوع جوش و تعداد پاسها: هر چه جوش بزرگتر و چندمرحلهایتر باشد، احتمال تاب بیشتر میشود.
- ثابت نبودن قطعه حین جوشکاری: اگر قطعات به خوبی فیکس نشده باشند، در اثر تنشهای حرارتی تغییر شکل میدهند.
راهکارهای طراحی برای کنترل تاب برداشتن:
1- استفاده از ترتیب مناسب جوشکاری: در طراحی، باید ترتیب اجرای پاسهای جوش به گونهای باشد که تنشها خنثی یا متقارن باشند. مثلا جوش زدن به صورت متقاطع یا از مرکز به بیرون.
2- ایجاد تقارن در طراحی: سعی شود ورقها یا اجزا بهصورت متقارن طراحی و مونتاژ شوند تا نیروهای وارد شده در طول جوش، یکنواخت باشند.
3- طراحی مهارکنندهها و فیکسچرها: در طراحی قطعه، پیشبینی محلهای مناسب برای گیره، مهارکننده یا قالب برای ثابت نگهداشتن قطعه در حین جوش الزامی است.
4- در نظر گرفتن انحنای جبرانی (Pre-Bending): در برخی موارد، طراح ممکن است عمداً قطعه را کمی به سمت مخالف انحراف دهد تا بعد از تاب خوردن، قطعه به حالت مطلوب برسد.
5- محدود کردن میزان حرارت ورودی: در طراحی مسیر و نوع جوش، باید تلاش شود حرارت ورودی کاهش یابد (مثلاً با جوشهای نقطهای یا کوچکتر) تا تغییر شکل به حداقل برسد.
6- انتخاب ضخامت مناسب ورق: ورقهای خیلی نازک بیشتر در معرض تاب هستند. در صورت امکان، انتخاب ضخامت کمی بیشتر میتواند پایداری حرارتی بهتری ایجاد کند.
تاببرداشتن یک پدیدهی طبیعی در جوشکاری است، اما با طراحی دقیق، پیشبینی تنشها، انتخاب مسیرهای مناسب جوش، و استفاده از فیکسچرهای نگهدارنده میتوان آن را به حداقل رساند. در طراحی صنعتی، پیشبینی و کنترل این موضوع یکی از شاخصهای کیفیت در تولید ورقکاری جوشی محسوب میشود.
طراحی مناسب محل جوش
دسترسی مناسب ابزار جوشکاری در طراحی ورقکاری
در فرآیند طراحی قطعات ورقکاری که قرار است جوشکاری شوند، یکی از نکات حیاتی که باید از ابتدا در نظر گرفته شود، قابلیت دسترسی ابزار جوشکاری (مانند تورچ جوش، الکترود، انبر جوش یا تجهیزات اتوماتیک) به محل جوش است.
اگر طراح بدون در نظر گرفتن فضای کافی برای انجام عملیات جوشکاری، قطعات را کنار هم قرار دهد، اپراتور یا دستگاه جوش نمیتواند به درستی عملیات جوشکاری را انجام دهد. نتیجه این میشود: جوش ناقص، ضعف مکانیکی، افزایش زمان تولید و حتی نیاز به بازطراحی قطعه.
عواملی که باید در طراحی لحاظ شوند:
1- فضای آزاد اطراف ناحیه جوش: باید به اندازه کافی فضا برای ورود نوک ابزار جوش (مثلاً تورچ جوش MIG/MAG یا انبر TIG) در نظر گرفته شود. اگر قطعه دارای فضاهای بسته یا گوشههای تنگ باشد، باید طراحی بازنگری شود.
2- زاویه ورود ابزار جوش: در بسیاری از روشهای جوشکاری، زاویه بین 30 تا 70 درجه برای حرکت ابزار نسبت به سطح جوش نیاز است. اگر این زاویه قابل دستیابی نباشد، جوش ضعیف یا ناقص خواهد بود.
3- عدم وجود مانع در مسیر حرکت ابزار: ممکن است در طراحی قطعه، فلنجها، دیوارهها یا عناصر مزاحم دیگر باعث شوند اپراتور یا بازوی رباتیک نتواند در مسیر مستقیم و پیوسته جوشکاری کند.
4- دسترسی در جوشکاری رباتیک یا خودکار: در خطوط تولید با ربات جوشکار، دسترسی فیزیکی بازو و محدودیتهای حرکتی باید از ابتدا در طراحی قطعه لحاظ شود. نرمافزارهای شبیهسازی جوش رباتیک نیز بر همین اساس عمل میکنند.
5- توالی مونتاژ و جوشکاری: گاهی برخی قطعات اگر زودتر از موعد به هم متصل شوند، دسترسی برای جوشهای بعدی محدود میشود. پس باید در طراحی، ترتیب مونتاژ و ترتیب جوش همزمان بررسی شود.
نمونه کاربردی: فرض کنید قرار است داخل یک جعبهی فلزی بسته، دو قطعه بهصورت زاویهدار به هم جوش شوند. اگر سقف این جعبه قبل از جوش بسته شود، دیگر ابزار جوش به محل اتصال دسترسی ندارد. بنابراین طراح باید یا درب جعبه را پس از جوش نصب کند یا سوراخ دسترسی ایجاد کند.
راهکارهای طراحی برای دسترسی بهتر:
- ایجاد برش یا دهانهی دسترسی موقت روی ورق
- استفاده از طراحیهای باز (open structures) و بستن قطعه در مراحل بعدی
- طراحی محل جوشکاری در نقاط قابل رؤیت و قابلدسترسی
- مشورت با اپراتور جوش یا متخصص تولید در زمان طراحی
در طراحی ورقکاری برای جوشکاری، باید مانند یک جوشکار فکر کرد. یعنی محل جوش باید بهگونهای طراحی شود که ابزار بتواند بدون مانع، با زاویه و فاصله مناسب عملیات جوش را انجام دهد. این موضوع باعث کاهش خطای تولید، افزایش کیفیت جوش و کاهش هزینهها میشود.
رعایت فاصله مناسب برای جوش
در طراحی قطعاتی که قرار است توسط جوشکاری مونتاژ شوند، در نظر گرفتن فاصلههای بهینه بین قطعات برای آمادهسازی، انجام جوش، نفوذ مناسب و کنترل اعوجاج، اهمیت بسیار زیادی دارد. این فاصلهها ممکن است شامل:
- فاصله بین دو لبهی ورق
- گپ اولیه برای نفوذ بهتر جوش
- فاصله قطعات برای اعمال فیکسچر یا گیره
- فاصله مناسب از لبه یا سوراخ برای شروع جوش
رعایت این فاصلهها نهتنها کیفیت جوش را تضمین میکند، بلکه از خطاهای ساخت، تاببرداشتن یا سوختگی ورق جلوگیری میکند.
موارد مهم در تعیین فاصله مناسب برای جوش:
1- فاصله گپ (Root Gap): در جوشکاری لب به لب (Butt Joint)، معمولاً باید یک فاصله کوچک بین دو لبه ورق در نظر گرفته شود تا جوش بهخوبی در عمق نفوذ کند. این مقدار بسته به ضخامت ورق و نوع جوش (TIG، MIG، دستی یا رباتیک) تعیین میشود. بهطور نمونه: برای ورقهای 2 تا 5 میلیمتر: گپ 0.5 تا 1.5 میلیمتر توصیه میشود.
2- فاصله لبه از سوراخ یا شکستگی: اگر نزدیک محل جوش، سوراخ یا لبه تیز وجود داشته باشد، حرارت جوش ممکن است باعث ترک یا ذوب ناخواسته شود. باید فاصله بین مرکز جوش و لبه یا سوراخ، حداقل 2 تا 3 برابر ضخامت ورق باشد.
3- فاصله مناسب در جوشهای گوشهای (Fillet Joint): در گوشهجوشها، دو ورق معمولاً روی هم یا کنار هم قرار میگیرند. اگر فاصله خیلی کم باشد، جوش نفوذ کافی نخواهد داشت. اگر زیاد باشد، پر کردن شکاف با جوش دشوار و پرهزینه خواهد بود. فاصلهای در حدود 1 تا 1.5 میلیمتر بین دو ورق میتواند مفید باشد.
4- در نظر گرفتن تلورانسها: فواصل باید با در نظر گرفتن تلورانسهای تولید و انبساط حرارتی انتخاب شوند تا حین جوشکاری، قطعه در محل مناسب باقی بماند و با قطعات بعدی همراستا باشد.
5- فضا برای اعمال ابزار یا فیکسچر: در جوشهای مونتاژی یا چندمرحلهای، گاهی باید فضای اضافی برای ورود انبر جوش یا فیکسچرهای نگهدارنده در نظر گرفته شود. اگر قطعات خیلی به هم نزدیک باشند، این امکان از بین میرود.
مثال کاربردی:
فرض کنید دو ورق 3 میلیمتری قرار است بهصورت لب به لب جوش داده شوند. اگر طراح بدون در نظر گرفتن گپ، آنها را کاملاً مماس طراحی کند، نفوذ جوش کامل نخواهد شد یا احتمال ترک بالا میرود. اما اگر گپ 1 میلیمتر در نظر گرفته شود، جوشکار میتواند با نفوذ بهتر، جوشی با استحکام بالا اجرا کند.
رعایت فاصلههای مناسب در طراحی قطعات جوشی، یکی از مهمترین عوامل مؤثر در:
- کیفیت نهایی جوش
- قابلیت اجرای جوشکاری
- کنترل اعوجاج
- کاهش خطا و ضایعات
این فواصل باید با مشورت جوشکار، مهندس تولید و بر اساس استانداردهای جوشکاری (مثل AWS یا ISO) تعیین شوند.
سوراخهای مونتاژ اولیه (Tack Holes)
در طراحی قطعاتی که نیاز به جوشکاری دارند، مخصوصاً زمانی که قطعات ورقکاری باید دقیق و ثابت در کنار هم قرار بگیرند، استفاده از سوراخهای مونتاژ اولیه یا سوراخ تَک (Tack Holes) بسیار رایج و مفید است.
این سوراخها، که بهصورت موقت و در مرحلهی مونتاژ اولیه استفاده میشوند، به کارگر یا ربات اجازه میدهند که قطعات را قبل از جوشکاری با پیچ، پرچ یا فیکسچر موقت در محل صحیح نگه دارد. سپس جوشکاری اصلی انجام میشود.
مزایای استفاده از سوراخهای مونتاژ اولیه:
1- دقت بالا در مونتاژ: سوراخها بهعنوان نقاط راهنما (alignment) عمل میکنند و باعث میشوند قطعات دقیقاً در موقعیت درست قرار بگیرند.
2- ثبات قطعه هنگام جوشکاری: جلوگیری از حرکت یا لغزش قطعه در حین جوشکاری، به ویژه در جوشهای طولانی یا چند مرحلهای.
3- کاهش نیاز به فیکسچرهای پیچیده: میتوان با پیچ یا گیرههای ساده قطعه را در محل نگه داشت، بدون نیاز به جیگهای خاص.
4- کاهش اعوجاج ناشی از حرارت: با تثبیت قطعه قبل از جوش، احتمال تاببرداشتن یا انحراف بهدلیل گرمای جوش کاهش مییابد.
5- سرعت و نظم در فرآیند تولید: اپراتورهای تولید با استفاده از سوراخها میتوانند قطعات را سریعتر و با احتمال خطای کمتر سرهم کنند.
طراحی صحیح سوراخهای مونتاژ اولیه:
- مکانیابی مناسب: سوراخها باید در نقاطی قرار بگیرند که تداخلی با مسیر جوش نداشته باشند.
- قابل حذف بودن: بعد از جوش، اگر این سوراخها دیگر کاربردی ندارند، میتوان آنها را پر کرد یا با طراحی بهگونهای عمل کرد که در ظاهر نهایی دیده نشوند.
- قطر استاندارد: معمولاً بین 4 تا 8 میلیمتر، بسته به اندازه پیچ یا ابزار نگهدارنده.
- تعداد و فاصله: بسته به اندازه قطعه، حداقل دو تا سه سوراخ برای تثبیت اولیه استفاده میشود.
مثال کاربردی:
فرض کنید دو ورق فلزی قرار است به صورت عمود بر هم جوش شوند. در طراحی، دو سوراخ کوچک 6 میلیمتری در نواحی گوشهای ایجاد میشود. در مرحله مونتاژ، با پیچ دستی یا پین موقت، ورقها ثابت میشوند. سپس جوشکاری کامل انجام میگیرد. پس از آن، پیچها باز شده یا سوراخها پر میشوند.
سوراخهای مونتاژ اولیه، یکی از ترفندهای هوشمندانه و کاربردی در طراحی صنعتی هستند که به بهبود دقت، سرعت، ایمنی و کیفیت جوشکاری کمک زیادی میکنند. طراح باید این سوراخها را با در نظر گرفتن کاربرد نهایی و هماهنگی با واحد تولید در نقشهها لحاظ کند.
موقعیت مناسب قطعه برای کاهش اعوجاج
اعوجاج (Warping or Distortion) به تغییر شکل ناخواسته قطعه پس از جوشکاری گفته میشود که معمولا به دلیل انقباض و انبساط حرارتی نامتعادل در نواحی مختلف ورق یا قطعه رخ میدهد. این اعوجاج میتواند باعث شود که قطعه پس از جوشکاری خم شود، تاب بردارد، از شکل اصلی خود خارج شود، یا در محل اتصال به قطعه دیگر مشکلساز شود.
یکی از مهمترین راهکارهای کنترل اعوجاج، تنظیم موقعیت مناسب قطعه در هنگام طراحی و مونتاژ اولیه است. موارد زیر در نظر گرفته شود:
1- تقارن در موقعیت قرارگیری قطعات: اگر قطعهای به صورت نامتقارن جوشکاری شود (مثلا فقط از یک طرف) احتمال تاب برداشتن آن زیاد میشود. قرار دادن قطعه در موقعیتی که جوش از دو طرف یا به صورت متقارن اعمال شود، میتواند تنش حرارتی را متعادل کند.
مثال: اگر دو ورق با زاویه 90 درجه قرار دارند، ابتدا Tack یا جوش خالجوش را به صورت متقارن در چند محل بزنید تا ورق در جای خود بماند، سپس جوش نهایی انجام شود.
2- استفاده از فیکسچر یا نگهدارنده در موقعیت مناسب: در هنگام طراحی، پیشبینی نقاطی برای فیکس کردن قطعه میتواند از حرکت و تاب خوردن حین جوشکاری جلوگیری کند. طراحی برای قرارگیری روی فیکسچر تخت یا درون شیار راهنما، موقعیت دقیق قطعه را حفظ میکند.
3- موقعیتدهی با پیشاعوجاج (Pre-Deformation): در برخی مواقع، قطعه به عمد به مقدار کمی در خلاف جهت مورد انتظار تاب برداشتن تنظیم میشود تا پس از جوش، به موقعیت نهایی صاف و درست برسد.
4- تغییر ترتیب جوشها: در طراحی مونتاژ، ترتیب جوشکاری اهمیت دارد. اگر ترتیب اجرای جوشها طوری باشد که تنش حرارتی به تدریج پخش شود، قطعه کمتر دچار اعوجاج میشود. طراح میتواند با در نظر گرفتن این موضوع، جهت و اولویت جوشها را تعیین کند.
5- قرار دادن قطعه در حالت آزاد یا حمایت شده: گاهی اوقات قرار دادن قطعه به صورت معلق یا آزاد (بدون تکیه کامل روی سطح) یا بالعکس روی سطح صاف و سنگین، میتواند کمک کند تنشها بهتر خنثی شوند. این موضوع بسته به نوع و شکل قطعه باید توسط طراح یا مهندس تولید در نظر گرفته شود.
موقعیتدهی درست قطعه در طراحی و حین جوشکاری یکی از موثرترین راهها برای کنترل و کاهش اعوجاج است. این موضوع به عوامل مختلفی سبتگی دارد از جمله، محل و نحوه اعمال جوش، تقارن در طراحی، استفاده از فیکسچرها و تجهیزات کمکی و ترتیب عملیات جوشکاری.
بهینهسازی مونتاژ و فرآیند تولید
طراحی قطعات با قابلیت مونتاژ آسان (Design for Easy Assembly)
این اصل به معنای آن است که قطعات به گونهای طراحی شوند که در مرحله مونتاژ، نیاز به صرف زمان، ابزار یا نیروی ماهر زیاد نداشته باشند و بدون پیچیدگی زیاد، به راحتی در جای خود قرار بگیرند و به هم متصل شودند.
در زمینهی ورقکاری برای جوشکاری، این یعنی قطعات باید طوری طراحی شوند که در فرآیند مونتاژ به سرعت و دقیق در محل خود قرار بگیرند، نیازی به تنظیمات دستی یا آزمون و خطا نداشته باشند و آمادهی جوشکاری سریع و بدون خطا باشند.
روشها و تکنیکهای رایج در طراحی برای مونتاژ آسان:
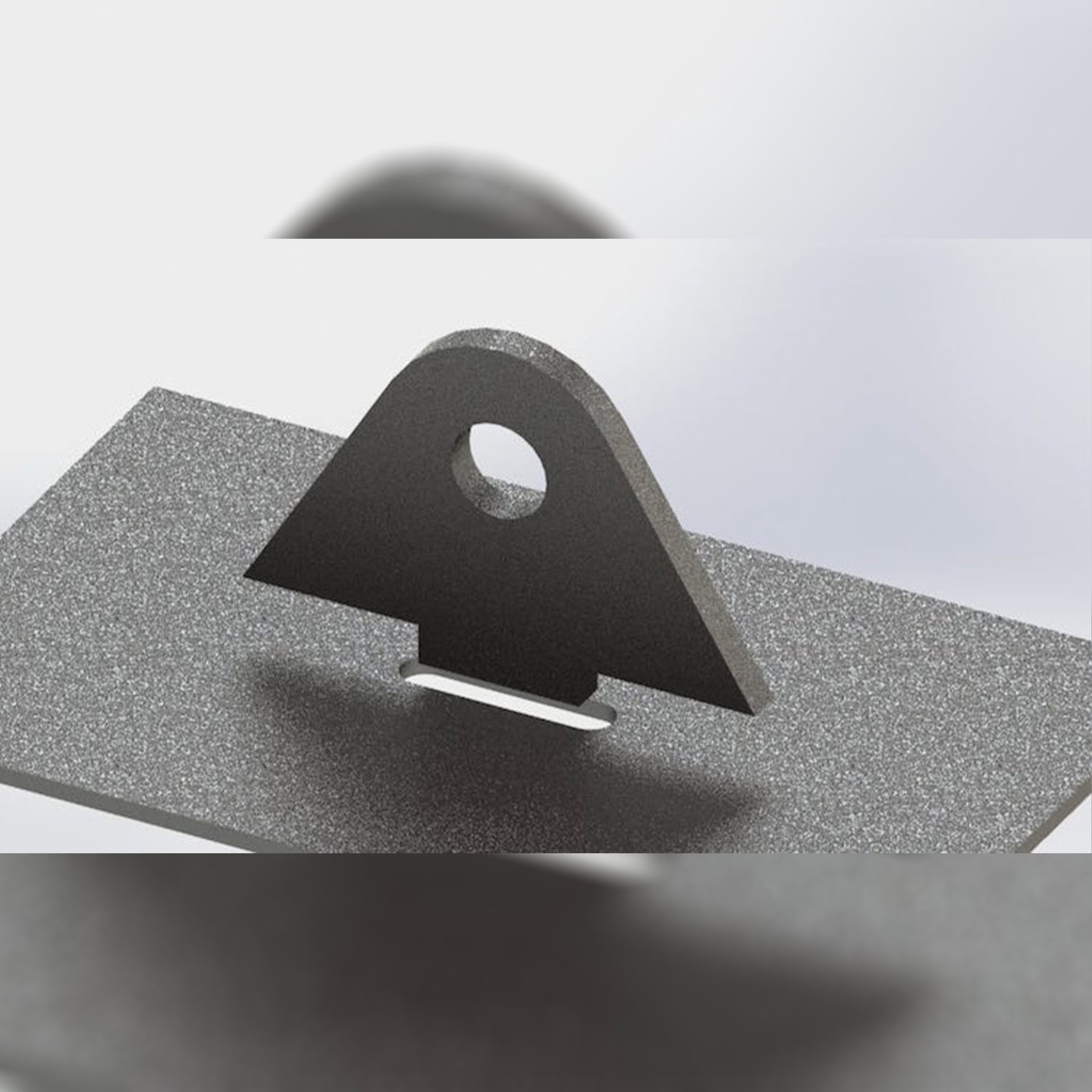
1- استفاده از زبانه و شیار (Tab & Slot): یکی از رایجترین روشها در طراحی ورقکاری است. زبانهها روی یک قطعه و شیارها روی قطعهی دیگر تعبیه میشوند. وقتی مونتاژ انجام میشود، زبانهها داخل شیارها قرار گرفته و قطعهها به صورت خودکار در محل درست تنظیم میشوند و بدون نیاز به ابزار خاص، به راحتی همراستا و ثابت میمانند.
مزیت: افزایش دقت، سرعت مونتاژ و کاهش خطای انسانی.
2- سطوح راهنما یا حاشیههای تقویتی (Self-Locating Features): قطعات میتوانند دارای لبههای خم شده یا برجسته باشند که در مونتاژ نقش راهنما دارند. مثلا، خمهای داخلی که هنگام مونتاژ یک صفحه روی صفحه دیگر میافتد یا لبههایی که خود به خود محل دقیق اتصال را نشان میدهند.
3- کاهش تعداد قطعات و مراحل مونتاژ: در طراحی خوب، طراح تلاش میکند تا با ادغام قطعات یا استفاده از خمهای مناسب، تعداد کل قطعات و مراحل جوشکاری را کاهش دهد. این باعث: کاهش زمان مونتاژ، کاهش مصرف انرژی و منابع و افزایش بهرهوری میشود.
4- پیشبینی جای دست و ابزار: گاهی اوقات یک قطعه به درستی طراحی شده، اما در حین مونتاژ یا جوشکاری، جایی برای قرارگیری دست یا ابزار جوشکاری وجود ندارد. طراح باید این موارد را پیشبینی کند، مثلا: تعبیه بریدگی یا فضای باز در محل اتصال یا طراحی ترتیب مونتاژ مناسب برای دسترسی راحت.
5- عدم نیاز به ابزار خاص برای مونتاژ اولیه: اگر قطعات بدون نیاز به گیرهها، فیکسچرهای خاص یا تنظیمات زمانبر در جای خود قرار بگیرند (مثلا با طراحی زبانهدار) عملیات مونتاژ بسیار روانتر و اقتصادیتر خواهد بود.
طراحی برای مونتاژ آسان، بخشی حیاتی از طراحی صنعتی مدرن است و در فرآیندهای جوشکاری ورقکاری، باعث میشود: دقت اتصال افزایش یابد، زمان تولید کاهش یابد و نیروی انسانی کمتر دچار خطا یا اتلاف وقت شود.
کاهش تعداد جوشها در طراحی ورقکاری برای جوشکاری
در طراحی صنعتی، به ویژه در محصولات ورقکاری، کاهش تعداد جوشها یکی از اصول مهم طراحی برای تولید آسان، ارزان و سریع است. این اصل باعث کاهش زمان تولید، کاهش مصرف مواد مصرفی جوشکاری (مثل الکترود، گاز محافظ یا سیم جوش)، کاهش احتمال اعوجاج و تاب برداشتن، کاهش هزینههای نیروی انسانی و انرژی و افزایش کیفیت نهایی قطعه به دلیل نقاط اتصال کمتر و یکنواختتر.
چگونه در طراحی تعداد جوشها را کاهش دهیم؟
1- استفاده از خمکاری به جای جوشکاری: در بسیاری از مواقع، میتوان دو ورق را به جای اتصال با جوش، با خمکاری به فرم دلخواه درآورد. به جای اینکه دو قطعه جدا طراحی و بعد جوش داده شوند، میتوان از یک ورق استفاده کرد و آن را خم کرد.
مثال: ساخت یک محفظه U شکل به جای سه قطعه جوش خورده، فقط با دو خم.
2- طراحی یکپارچه قطعات: به جای طراحی چند قطعه جداگانه که باید به هم جوش داده شوند، میتوان از یک ورق منفرد استفاده کرد و با برش و خمکاری شکل مورد نظر را ایجاد کرد. این کار نیاز به جوشکاری را به حداقل میرساند.
3- استفاده از اتصالات مکانیکی یا پرسی: در برخی موارد، میتوان از پرچ، پیچ، خار یا گیرههای پرسی به جای جوش استفاده کرد. این اتصالات سریعتر و بدون حرارت هستند و نیاز به عملیات جوشکاری را کاهش میدهند.
4- طراحی مسیر بارگذاری موثر: در طراحی، اگر قطعات طوری تنظیم شوند که نیروهای اصلی در جهتی منتقل شوند که اتصال مکانیکی طبیعی به وجود میآورد، نیاز به جوش صرفا به عنوان استحکامدهنده ثانویه کم میشود.
5- کاهش جوشهای تزئینی یا غیرسازهای: گاهی اوقات طراحان از جوشهایی استفاده میکنند که بیشتر جنبه ظاهری یا ایمنی اضافی دارند. در طراحی مهندسی بهینه، این نوع جوشها ارزیابی و حذف میشوند اگر نیازی واقعی به آنها نباشد.
در طراحی برای تولید و جوشکاری، کاهش تعداد دجوشها به معنای تولید سریعتر، کیفیت بالاتر، کاهش خطر اعوجاج و صرفهجویی چشمگیر در هزینه و انرژی است.
این اصل، مستقیما به بهرهوری خطوط تولید صنعتی کمک میکند و یکی از کلیدهای طراحی موفق در مهندسی ورقکاری است.
طراحی اتصالات با اولویت جوشهای زاویهای (Fillet Weld) و لببهلب (Butt Weld)
در فرآیند طراحی برای تولید و جوشکاری، انتخاب نوع اتصال جوش تاثیر زیادی بر کیفیت نهایی جوش، سرعت تولید، میزان مصرف مواد مصرفی جوشکاری و هزینه دارد.
بین انواع اتصالات، جوشهای زاویهای (گوشهای) و لب به لب (درز مستقیم) به دلایل فنی و اقتصادی بیشترین مزیت را دارند و بنابراین در طراحیها در اولویت قرار میگیرند.
1- جوش زاویهای (Fillet Weld): جوشی است که در گوشهی بین دو ورق عمود بر هم یا به صورت T و L شکل انجام میشود.
مزایا:
- نیازی به ماشینکاری یا آمادهسازی لبهها ندارد.
- به تجهیزات خاصی نیاز ندارد.
- سریع و مقرون به صرفه است.
- مقاومت قابل قبولی در کاربردهای عمومی دارد.
- مناسب برای مونتاژ آسان و همراستایی سریع.
کاربردها:
- اتصال فریمها و پایهها
- قطعات L یا T شکل
- جعبهها و محفظههای فلزی
- 2- جوش لببهلب (Butt Weld): دو ورق هم سطح از لبه به هم متصل میشوند و درز بین آنها با جوش پر میشود.
مزایا:
- اگر به درستی آمادهسازی شود، اتصال بسیار مقاوم و یکنواخت ایجاد میکند.
- به دلیل سطح صاف و بدون بیرونزدگی، برای محصولات نهایی با ظاهر یا دقت بالا مناسب است.
- اعوجاج کمتری نسبت به برخی جوشهای دیگر دارد.
در صورت نیاز به جوش نفوذی (full penetration)، از بهترین گزینههاست.
کاربردها:
- بدنه ماشینآلات صنعتی
- لولهکشیها و ورقهای فلزی یکپارچه
- مخازن تحت فشار یا بدنههای جوشخورده حساس
در طراحی ورقکاری برای جوشکاری اگر بتوان اتصال را طوری طراحی کرد که با جوش زاویهای یا لب به لب انجام شود، بسیاری از مشکلات تولید، کنترل کیفیت و دفرمگی کاهش مییابد. همچنین این دو نوع جوش به لحاظ استانداردهای صنعتی مورد تایید و پرکاربردترین گزینهها هستند.
پیشبینی ابزارگیرها و نگهدارندهها در حین جوشکاری
در هنگام جوشکاری قطعات ورقکاری، ثابت ماندن و موقعیت دقیق قطعات نسبت به یکدیگر بسیار حیاتی است. کوچکترین جا به جایی یا لرزش میتواند منجر به خطای ابعادی در مونتاژ نهایی، اعوجاج در اثر حرارت، کاهش کیفیت جوش و عدم همراستایی قطعات یا سوراخها.
بنابراین، یکی از اصول مهم در طراحی برای جوشکاری این است که از همان ابتدا پیشبینی شود که چگونه قرار است قطعه در حین جوشکاری مهار یا نگهداری شود.
ابزارگیر (جگ یا فیکسچر): قطعهای طراحی شده یا سفارشی است که قطعات ورق را در محل دقیق خود نگه میدارد تا جوشکاری با دقت بالا انجام شود. معمولا در خطوط تولید، این ابزارها دائمی هستند.
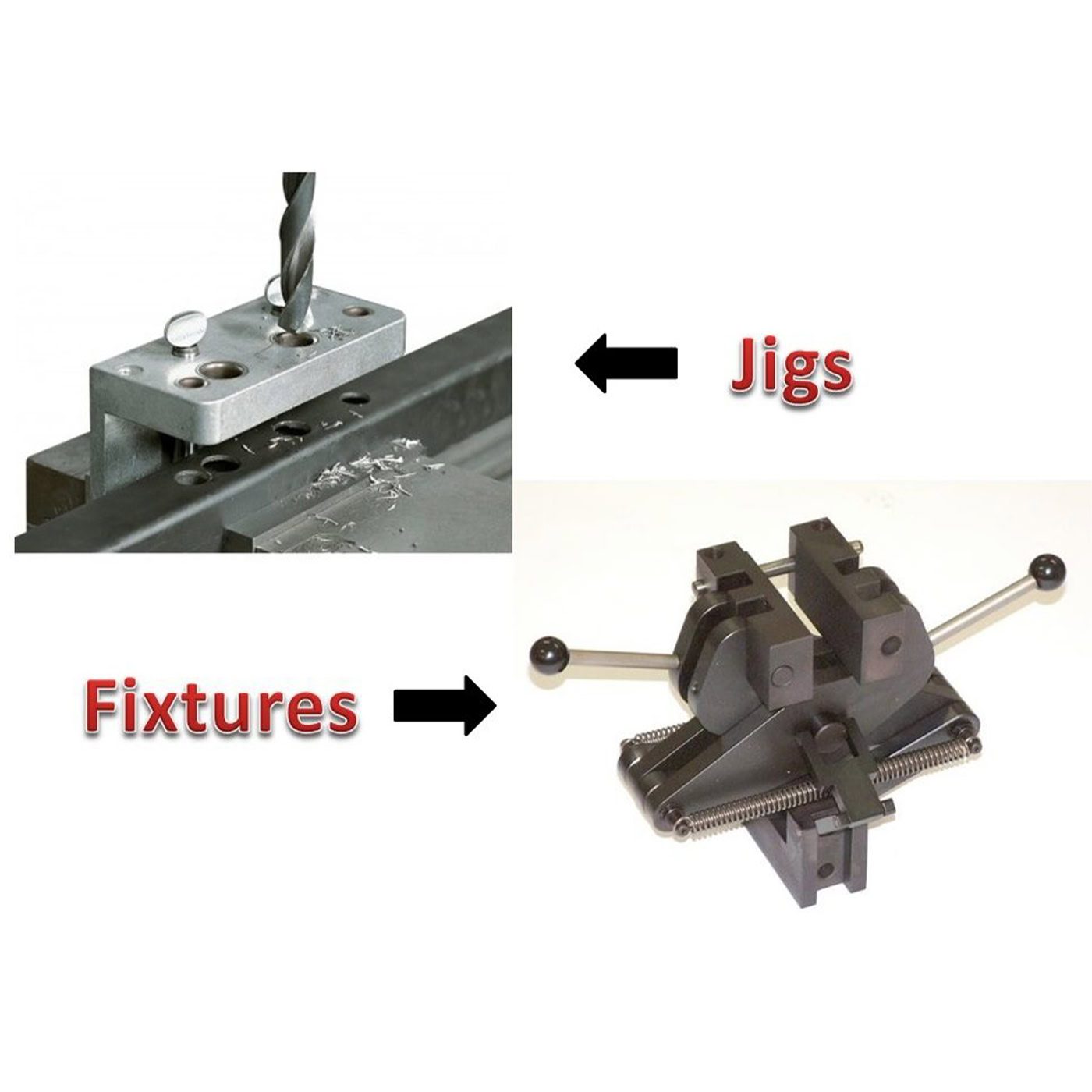
نگهدارندهها (کلمپها): ابزارهایی هستند مانند گیره دستی، آهنربا یا مهارهای پیچی که در هنگام جوشکاری موقتا قطعات را نگه میدارند.

طراحی باید به چه نکاتی توجه کند؟
1- ایجاد لبههای تکیهگاهی: در طراحی قطعات ورق، بهتر است لبههایی ایجاد شود که به عنوان مرجع مکانیابی برای قرارگیری در فیکسچر یا مهار کردن قطعه عمل کنند.
2- دسترسی آسان برای نگهداری و جوشکاری: طراحی نباید به گونهای باشد که ابزارگیر یا جوشکار نتواند به ناحیه جوش دسترسی پیدا کند. مثلا، قطعات نباید زوایای بسته یا غیرقابل دسترسی باشند و نقاط جوش نباید پشت سایر اجزا قرار گیرند.
3- ثبات در برابر حرارت و نیرو: نیروی حرارتی جوش میتواند قطعات را حرکت دهد. طراحی نگهدارندهها باید استحکام و پایداری کافی برای مقابله با این نیروها را داشته باشد.
4- استفاده از راهنماها، پینها و سوراخهای موقعیتدهنده: در طراحی قطعات ورقکاری، اضافه کردن پین یا سوراخ راهنما میتواند کمک کند قطعات به راحتی در موقعیت درست قرار گیرند.
5- در نظر گرفتن فضای نصب ابزارگیر در حین طراحی قطعه: اگر در مرحله طراحی قطعه، جای کافی برای ابزارگیر یا محل نشیمن نگهدارندهها در نظر گرفته نشود، در مرحله تولید با مشکل مواجه خواهیم شد.
مثال عملی: فرض کنید دو ورق به صورت زاویهای باید جوش داده شوند. اگر از ابتدا در طراحی، یک پله کوچک در یکی از ورقها ایجاد شود، آن پله به عنوان راهنما و تکیهگاه عمل کرده و اتصال دقیقتر و سریعتری خواهد داشت. در نتیجه نیازی به ابزارگیر پیچیده و وقتگیر نیست.
پیشبینی ابزارگیرها و نگهدارندهها در مرحله طراحی، نه تنها باعث افزایش دقت و سرعت تولید میشود، بلکه هزینهها، خطاها و اعوجاجهای ناشی از جوشکاری را نیز کاهش میدهد. این کار از ارکان طراحی مهندسی برای تولید صنعتی است.
نکات کلیدی برای طراحی اقتصادی
کاهش ضایعات ورق در طراحی قطعات جوشکاریشونده
در فرآیند ساخت با ورقهای فلزی، هر میلیمتر از ورق مصرفی ارزش مالی دارد. ضایعات ورق (Scrap) یعنی بخشهایی از ورق که به دلیل طراحی غیربهینه، اشتباه در جانمایی یا اشتباه در برش، غیرقابل استفاده میشوند و دور ریخته میشوند. این ضایعات میتوانند هزینه تولید را بالا ببرند، کارایی تولید را پایین بیاورند و در تیراز بالا، ضرر اقتصادی چشمگیری به جا بگذارند.

روشهای کاهش ضایعات ورق در مرحله طراحی:
1- طراحی بهینهی جانمایی قطعات روی ورق (Nest کردن): طراحی صنعتی، با استفاده از نرمافزارهای برش CNC و لیزر، قطعات بهگونهای روی ورق چیده میشوند که کمترین فضای خالی بین آنها بماند، به این فرایند “نستینگ” (Nesting) میگویند. برای داشتن نست خوب، باید شکل قطعه ساده و منظم باشد (کمتر خم و زاویه تیز داشته باشد)، چند قطعه مشابه را به صورت تو در تو یا مکمل یکدیگر طراحی کرد.
2- طراحی قطعات مکمل: در برخی طراحیها میتوان دو قطعه را طوری طراحی کرد که ضایعات یکی، تبدیل به بخشی از دیگری شود مثلا، سوراخ دایرهای یک قطعه، به عنوان یک دکمه یا قطعه کوچک در طراحی دیگر استفاده شود.
3- محدود کردن پیچیدگی شکل قطعات: قطعات با خطوط منحنی پیچیده یا زوایای پرتعداد، معمولا هنگام برش، فضای اطراف را بلااستفاده میکنند. طراحیهای سادهتر با لبههای صاف باعث استفاده بهینه از سطح ورق میشود.
4- استفاده از ابعاد استاندارد ورق: در مرحله طراحی، توجه به ابعاد استاندارد ورقها (مثلاً 1000×2000 یا 1250×2500 میلیمتر) کمک میکند تا قطعات در ابعاد بهینه تولید شوند و نیازی به برشهای غیرضروری یا دورریز نداشته باشند.
5- پرهیز از طراحی سوراخها یا بریدگیهای بیدلیل: سوراخها یا بریدگیهای تزئینی یا غیرضروری باعث تولید ضایعات کوچک و بلااستفاده میشوند. تنها در صورت نیاز عملکردی یا فنی، از آنها استفاده شود.
طراحی درست با در نظر گرفتن اصول کاهش ضایعات ورق میتواند به صرفهجویی چشمگیر در هزینه مواد اولیه، افزایش بهرهوری دستگاههای برش و افزایش پایداری زیستمحیطی تولید کمک کند.
این اصل در تولید انبوه یا محصولات فلزی سنگین مثل بدنه دستگاهها، تابلوهای برق، تجهیزات جوشکاری شده و شاسیهای صنعتی اهمیت حیاتی دارد.
طراحی مشترک برای چند محصول (Common Part Design)
در تولید صنعتی، زمانی که چند محصول متفاوت داریم که دارای ویژگیهای ساختاری مشابه هستند، میتوان با یک طراحی پایه یا مشترک برای چند مدل محصول، به شکل قابل توجهی در هزینه، زمان و منابع صرفهجویی کرد. این کار باعث میشود، تولید قطعات سادهتر و ارزانتر شود و زمان آمادهسازی و مونتاژ کاهش یابد، موجودی انبارها به صورت بهینه مدیریت شود و نیاز به تغییر تنظیمات در خطوط تولید کاهش یابد.
چگونه در طراحی ورقکاری و جوشکاری این اصل را اعمال کنیم؟
1- طراحی ماژولار (Modular Design): قطعات به صورت ماژولهایی طراحی میشوند که در چند محصول مشترکاند مثلا، یک شاسی اصلی برای چند نوع دستگاه تنها با تفاوت در محل نصب یا تعداد قطعات استفاده شوند.
2- استفاده از قطعات با ابعاد استاندارد: اگر چند محصول نیاز به قطعات مشابه دارند، با طراحی یک ورق یا قوطی فلزی با ابعاد یکسان برای آنها، میتوان از تیراژ بالا برای کاهش قیمت بهره برد و در جوشکاری هم با فیکسچرهای یکسان کار را سادهتر کرد.
3- به حداقل رساندن تنوع قطعات: با کمی انعطاف در طراحی نهایی، میتوان بعضی از قطعات را بهگونهای طراحی کرد که در چند محصول به کار روند، بدون اینکه عملکرد یا زیبایی محصول آسیب ببیند.
4- یکسانسازی نقاط جوش و موقعیت آنها: در طراحی چند محصول با قطعات مشترک، اگر نقاط جوش، خمها و لبههای در موقعیتهای یکسان باشند، دیگر نیازی به تغییر در ابزارگیر، نیروی انسانی یا فرآیند مونتاژ نخواهد بود.
فرض کنید یک شرکت دو مدل تابلو برق صنعتی تولید میکند، یکی برای استفاده در محیط بسته و دیگری برای محیط صنعتی با رطوبت بالا.
با طراحی یک بدنه مشترک برای هر دو و فقط اضافه کردن قطعات جانبی مانند درپوش ضدآب یا فیلتر، میتوان تولید بدنه اصلی را با یک خط تولید و یک مجموعه قالب و ابزار انجام داد.
طراحی مشترک برای چند محصول باعث میشود هزینههای تولید کاهش یابد (از طریق تیراژ بالاتر و کاهش ابزار مخصوص)، جوشکاری سریعتر و دقیقتر انجام شود (به دلیل یکنواختی در موقعیت قطعات) ودیگری مدیریت انبار و قطعات یدکی سادهتر شود.
این اصل در تولیدات صنعتی مدرن، به خصوص در طراحی شاسیها، کابینتها، جعبههای فلزی، تجهیزات پزشکی و سازههای فلزی سبک یک مزیت رقابتی مهم به حساب میآید.
استانداردسازی قطعات در طراحی ورقکاری و جوشکاری
استانداردسازی یعنی طراحی و استفاده از قطعات، ابعاد، سوراخها، خمها و محل جوشهای یکسان یا قابل تکرار در محصولات مختلف یک محصول. این کار موجب میشود، تولید قطعات سریعتر و با خطای کمتری انجام شود، فرآیند جوشکاری سادهتر و قابل تکرار باشد، هزینه ساختريال مونتاژ و انبارداری کاهش یابد و کیفیت نهایی محصول پایدارتر شود.
مزایای استانداردسازی قطعات:
- کاهش تنوع در مواد اولیه و قطعات: اگر از پیچ، مهره، سوراخ یا شیارهای یکسان در چند قطعه استفاده شود، میتوان با موجودی کمتر، تولید گستردهتری داشت.
- سهولت در جوشکاری و فیکسچرگذاری: وقتی قطعات دارای اندازهها، سوراخها و نقاط اتصال استاندارد باشند، میتوان از فیکسچرهای ثابت و از پیشساختهشده برای جوشکاری استفاده کرد؛ این یعنی زمان کمتر برای تنظیم هر قطعه، کاهش خطای اپراتور و افزایش دقت جوش.
- کاهش هزینه قالبسازی و ابزار: با طراحی قطعات مشابه یا قابلاستفاده مشترک، میتوان تعداد قالبها و ابزارهای پرس، خم و پانچ را کاهش داد.
- تسهیل در خدمات پس از فروش و تعمیرات: وقتی قطعات استاندارد باشند، در تعمیر و نگهداری نیز، قطعات یدکی راحتتر در دسترساند، آموزش تکنسینها سادهتر میشود و تعویض قطعات سریعتر و دقیقتر انجام میگیرد.
مثالهای رایج استانداردسازی در ورقکاری:
- استفاده از یک نوع سوراخ با قطر ثابت برای تمام اتصالات پیچ و پرچ.
- طراحی زاویههای خم یکسان برای لبههای قطعات مختلف
- استفاده از الگوی جوش مشابه در چند نوع شاسی یا جعبه
- انتخاب ضخامت یکسان ورق (مثلا 1.5 میلیمتر) برای بیشتر قطعات
استانداردسازی قطعات باعث میشود تا تولید با سرعت بیشتر، دقت بالاتر، و هزینه پایینتر انجام شود. در عین حال، هم جوشکارها و هم مهندسین مونتاژ از روند کاری سادهتری برخوردار خواهند بود.
در پروژههای صنعتی که تولید انبوه یا مونتاژ تکرارشونده دارند (مثل تابلوهای برق، تجهیزات مخابراتی، بدنه دستگاهها، رکهای فلزی و …) استانداردسازی یک ضرورت است، نه صرفاً یک مزیت.
آمادهسازی برای تولید انبوه و اتوماسیون در طراحی ورقکاری و جوشکاری
این اصل به معنای آن است که در زمان طراحی قطعه یا محصول، باید از ابتدا شرایط تولید انبوه و امکان اجرای خودکار (اتوماسیون) فرآیندها مدنظر قرار گیرد؛ یعنی طراحی بهگونهای باشد که قطعه بهراحتی با دستگاهها تولید شود، قابل فیکس شدن خودکار باشد و جوشکاری یا مونتاژ آن بدون نیاز به دخالت زیاد نیروی انسانی انجام گیرد.
در پروژههایی که قرار است تیراژ بالا داشته باشند (دهها یا صدها عدد از یک محصول تولید شود) حتی کوچکترین جزئیات طراحی اگر با اصول تولید انبوه سازگار نباشد، میتواند باعث افزایش شدید هزینه، زمان یا خطای تولید شود.
اصول کلیدی در طراحی برای تولید انبوه و اتوماسیون:
- سادهسازی فرم و کاهش تعداد قطعات: در طراحی برای تولید انبوه، اجتناب از پیچیدگیهای غیرضروری امری حیاتی است. کاهش تعداد خمها، جوشها و سوراخکاریها موجب سهولت در فرآیند تولید و افزایش سرعت مونتاژ میشود. طراحیهای ساده و استاندارد بهتر با ماشینآلات خودکار هماهنگ شده و احتمال خطای تولید را کاهش میدهند.
- قابلیت چینش و فیکس شدن آسان قطعات در فیکسچرها: طراحی قطعات باید بهگونهای انجام شود که در فرآیندهای خودکار مونتاژ یا جوشکاری، به راحتی در موقعیت صحیح قرار گیرند. استفاده از روشهایی نظیر زبانه و شیار (Tab & Slot) در طراحی، امکان قرارگیری دقیق و بدون نیاز به دخالت اپراتور را فراهم میسازد. این رویکرد به طور مؤثری باعث تسریع عملیات مونتاژ و افزایش دقت اتوماسیون میشود.
- پیشبینی دسترسی مناسب برای ابزارها و رباتها: در طراحی قطعات، لازم است به دسترسی تجهیزات مکانیزه از جمله بازوهای رباتیک، ابزارهای جوشکاری یا دستگاههای CNC توجه ویژهای شود. محل قرارگیری جوشها یا سوراخها باید به گونهای باشد که ابزارهای مذکور بدون مانع و با دقت بالا به آنها دسترسی داشته باشند.
- استانداردسازی ضخامت و ابعاد ورقها: استفاده از یک یا دو ضخامت مشخص در قطعات مختلف مجموعه، موجب کاهش نیاز به تغییرات مکرر در تنظیمات ماشینآلات و در نتیجه صرفهجویی در زمان و هزینه میشود. این رویکرد همچنین به افزایش یکنواختی محصول نهایی و تسهیل در کنترل کیفیت کمک میکند.
- در نظر گرفتن محل مناسب برای گیرهها و تجهیزات نگهدارنده: جهت تسهیل فرآیندهای اتوماتیک تولید، ضروری است نقاطی برای نگهداری، جابجایی یا قرارگیری قطعات روی نوار نقاله یا گیرهها به درستی در طراحی پیشبینی شود. این امر از اختلال در روند تولید جلوگیری کرده و امکان عملکرد روان خطوط مونتاژ خودکار را فراهم میسازد.
مثال کاربردی از طراحی منطبق با تولید انبوه:
به عنوان نمونه، در طراحی یک بدنه رک شبکه، چنانچه تمامی خمها با زاویه استاندارد 90 درجه طراحی شده، فرآیندهای پیچکاری جایگزین جوشکاری دستی شده و از ورقهایی با ضخامت یکسان (مثلا 1.2 میلیمتر) در تمام قطعات استفاده شده باشد، این محصول قابلیت تولید کاملا مکانیزه و اتوماتیک خواهد داشت. در چنین شرایطی، استفاده از تجهیزات پانچ CNC، خم CNC و جوشکاری رباتیک بدون نیاز به اپراتور متخصص و با دقت بالا امکانپذیر خواهد بود.
جمعبندی
مرور نکات کلیدی در طراحی ورقکاری برای جوشکاری
در طراحی قطعات ورقکاری که برای اتصال به روش جوشکاری آماده میشوند، رعایت مجموعهای از نکات فنی و مهندسی الزامی است تا محصول نهایی از نظر کیفیت، دوام، ایمنی و قابلیت تولید انبوه بهینه باشد. مهمترین این نکات عبارتند از:
1- انتخاب مناسب نوع جوش: بسته به شرایط بارگذاری، شکل قطعه و امکانات تولید، نوع جوش باید به درستی انتخاب شود (جوش گوشه، لبه به لب، نقطهای، CO₂ و…).
2- طراحی اصولی لبهها و زوایا: لبههای ورق باید با در نظر گرفتن نفوذ مناسب جوش و جلوگیری از سوختگی یا تغییر شکل طراحی شوند، همچنین استفاده از پخ مناسب در صورت نیاز، توصیه میشود.
3- در نظر گرفتن تلرانسها و فواصل استاندارد: رعایت تلرانسهای هندسی و فواصل جوش (برای انبساط حرارتی یا مونتاژ دقیق) از تغییرشکل یا تداخل جلوگیری میکند.
4- توجه به آمادهسازی سطوح قبل از جوشکاری: طراحی باید به گونهای باشد که دسترسی به محل جوش برای تمیزکاری، چربیزدایی یا حذف پوششها فراهم باشد.
5- پیشبینی مکانیزمهای مونتاژ و فیکسچرینگ: به کارگیری زبانه و شیار، نقاط مرجع یا اتصالات راهنما در طراحی کمک میکند که قطعات به صورت خودکار در محل دقیق قرار گرفته و فرآیند جوش با دقت بالا انجام شود.
6- استانداردسازی ضخامت و فرم قطعات: استفاده از ورقهایی با ضخامت ثابت و فرم ساده، ضمن سهولت در برش و خمکاری، فرآیند جوشکاری را نیز سازگار با تجهیزات خودکار میسازد.
اهمیت طراحی صحیح در موفقیت پروژههای جوشکاری و تولید
طراحی مهندسی در مرحله ابتدایی هر پروژه صنعتی، به ویژه در فرآیندهای مبتنی بر ورقکاری و جوشکاری، نقش بنیادین در تعیین کیفیت، هزینه، زمانبندی و قابلیت تولید دارد. اگر طراحی با رویکرد دقیق مهندسی انجام شود، بسیاری از مشکلات اجرایی، دوبارهکاریها و هزینههای پنهان در مرحله تولید به حداقل خواهد رسید.
تاثیر طراحی صحیح بر فرآیند جوشکاری:
1- کاهش خطاهای ساخت و مونتاژ: طراحی مناسب باعث همراستایی دقیق قطعات در زمان جوشکاری شده و احتمال اعوجاج، خطای اندازه و نیاز به تنظیمات دستی را کاهش میدهد.
2- افزایش سرعت تولید و اتوماسیونپذیری: طراحی استاندارد و قابل پیشبینی امکان استفاده از ماشینآلات جوشکاری خودکار و فیکسچرهای دقیق را فراهم میکند و بهرهوری را به میزان چشمگیری افزایش میدهد.
3- پیشگیری از مشکلات متالورژیکی: در طراحی صحیح، ضخامتها نوع اتصال و محل جوش به گونهای انتخاب میشوند که از پدیدههایی نظیر ترکخوردگی حرارتی، نفوذ ناقص یا سوختگی ورق جلوگیری شود.
4- صرفهجویی در هزینههای تولید و تعمیرات: انتخاب روشهای اتصال مناسب و طراحی اقتصادی میتواند میزان مصرف متریال، انرژی و زمان کاری را کاهش دهد. همچنین از نیاز به اصلاحات پس از تولید جلوگیری میشود.
5- تضمین کیفیت محصول نهایی: کیفیت جوش و دوام سازههای فلزی در گرو طراحی و مستند است. طراحی ضعیف حتی با اجرای دقیق نیز نمیتواند منجر به نتیجهای مطلوب شود.
در مجموع، طراحی صحیح نه تنها پایهای برای اجرای موفق جوشکاری است، بلکه نقش کلیدی در کاهش ریسک پروژه، افزایش طول عمر محصول و ارتقا بهرهوری تولید ایفا میکند. به همین دلیل، سرمایهگذاری بر طراحی اصولی و بررسی آن پیش از شروع تولید، از ضروریترین گامهای پروژههای صنعتی محسوب میشود.
پرسشهای متداول
1- تفاوت طراحی قطعات برای جوشکاری و پیچکاری چیست؟
در طراحی برای جوشکاری، تمرکز بر اتصال دائم، انتقال تنش یکنواخت و رعایت اصول متالورژیکی و حرارتی است، در حالی که طراحی برای پیچکاری باید امکان باز و بست آسان، تحمل بارهای فشاری و کششی در محل اتصال و در نظر گرفتن فضای مورد نیاز برای ابزارآلات را فراهم کند. همچنین در جوشکاری، دسترسی برای اجرای جوش اهمیت دارد، ولی در پیچکاری، دسترسی برای مونتاژ و تعمیرات آنی مطرح است.
2- آیا جوشکاری بر اساس نوع متریال ورق نیاز به طراحی خاص دارد؟
بله، نوع متریال ورق (فولاد کربنی، فولاد ضدزنگ، آلومینیوم، گالوانیزه و …) مستقیما بر انتخاب نوع جوش، آمادگی سطح، نوع الکترود یا سیم جوش و حتی ترتیب جوشکاری تاثیرگذار است. طراحی باید با در نظر گرفتن خواص فیزیکی و شیمیایی متریال انجام شود تا از مشکلاتی مانند ترک، اعوجاج یا نفوذ ناقص جوش جلوگیری شود.
3- چگونه میتوان تاب برداشتن قطعه پس از جوش را کاهش داد؟
برای کاهش اعوجاج و تاب برداشتن قطعات پس از جوشکاری، میتوان اقدامات زیر را در طراحی و اجرا لحاظ کرد:
- انتخاب ترتیب مناسب جوشکاری (تقارن و تعادل حرارتی)
- استفاده از فیکسچرهای دقیق برای مهار قطعه در حین جوش
- کاهش انرژی ورودی با انتخاب روشهای جوش کم حرارت مانند MIG یا TIG با پارامترهای بهینه
- پیشبینی تلرانسها و فواصل انبساطی در طراحی
- استفاده از خنککاری تدریجی یا تنشزدایی پس از جوش