
در دنیای طراحی و ساخت محصولات فلزی با بهرهگیری از تکنیکهای ورقکاری، نقش طراح بسیار فراتر از ترسیم شکل اولیه و یا انتخاب جنسِ ماده (متریال) است. طراحی هوشمندانه همان نقطه تمایزی است که یک محصول را سریع، دقیق و مقرونبهصرفه میسازد، در حالی که طراحی نامناسب به نتیجهای پرهزینه، کُند و پراشتباه ختم میشود.
سوالاتی که معمولا در ذهن طراحان و سازندگان وجود دارند:
- چطور طراحی میتواند مونتاژ قطعات فلزی را سریع و دقیق کند؟
- کدام نوع اتصال برای شرایط مختلف محصول مناسبتر است؟
- کدام نکات طراحی، برش دقیق، خمکاری بدون نقص و پرداختِ تمیز ورق فلزی را تضمین میکنند؟
وقتی طراح از ابتدا، ساختپذیری را در طرح لحاظ کند، روند برشکاری سادهتر میشود، اتصالات دقیقتر جا میافتند، خمها به درستی شکل میگیرند و پرداخت و رنگاری بدون چالش و نقص انجام میشود. حتی نوع چینش قطعات، استفاده بهینه از متریال، کاهش پِرت، و سرعت مونتاژ نهایی، همه میتوانند از دل یک طراحی درست و آگاهانه بیرون بیایند.
در این مقاله نگاهی کلی خواهیم داشت به فرآیندهای ورقکاری و بررسی میکنیم که چگونه باید از سه فرآیند اصلی آن یعنی برشکاری، خمکاری و پرداختکاری بهگونهای استفاده کنیم که محصول نهایی با کیفیت بهتر، سرعت بالاتر و هزینه پایینتر تولید شود.
پیش از طراحی، به ساخت فکر کنید
هر محصولی که قرار است طراحی شود، پیش از هر چیز باید مشخص شود چگونه قرار است ساخته شود. انتخاب روش تولید، نقطهی شروع طراحی است؛ چرا که نوع فرآیند ساخت، روی فرم، جزئیات، ابعاد، جنس و حتی ظاهر نهایی محصول تأثیر میگذارد.
در میان روشهای مختلف ساخت صنعتی، ورقکاری فلز (Sheet Metal Fabrication) یکی از رایجترین و مقرونبهصرفهترین روشهاست، بهویژه زمانی که پای تولید با تیراژ متوسط تا بالا وسط باشد و نیاز به قالبهای گرانقیمت یا تجهیزات پیچیده وجود نداشته باشد.
ورقکاری چیست؟
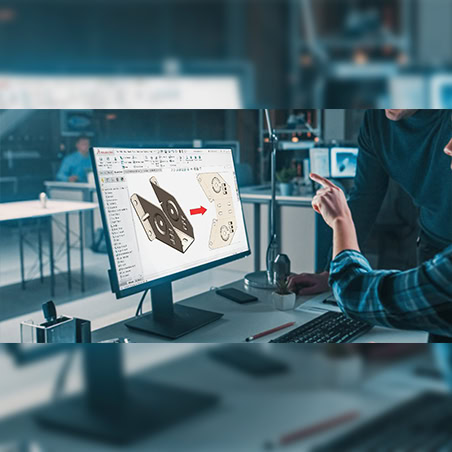
ورقکاری فلز (Sheet Metal Fabrication) به فرآیندی گفته میشود که در آن، ورق تخت فلزی (معمولاً از جنس فولاد) طی چند مرحله شامل برشکاری، خمکاری، اتصال قطعات و در نهایت پرداخت و پوششدهی سطحی به یک محصول سهبعدی، کاربردی و آمادهی استفاده تبدیل میشود.

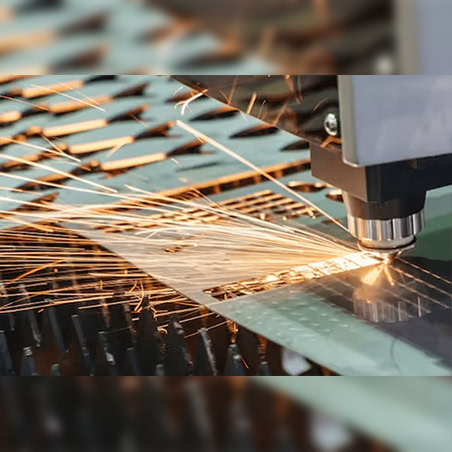
در این فرآیند، طراح ابتدا مدل سه بعدی محصول را به کمک نرمافزارهای کَد (CAD) مخصوص ورقکاری ترسیم میکند. سپس این طرحها از طریق دستگاهی مثل لیزر برش میخورند و در مرحله بعد با ماشینهای مانند پرسبرک (Press Brake) خمکاری شده و به فرم سهبعدی و نهایی میرسند.
پس از این مرحله، قطعات تولیدشده توسط روشهای مختلف اتصال مثل: جوشکاری و پیچ و مهره مونتاژ شده و سپس وارد مرحله نهایی یعنی پرداخت و پوششدهی میشوند تا سطح محصول به شکل مناسب و با کیفیت دلخواه برسد.
این روش تولید به دلیل عدم نیاز به قالبهای گرانقیمت و پیچیده، سرعت بالا در اجرا، و امکان ایجاد تغییرات آسان در طراحی، گزینهای بسیار مقرونبهصرفه و پرطرفدار در صنایع مختلف محسوب میشود؛ به خصوص وقتی تولید در تعداد متوسط تا زیاد مورد نظر باشد.
مزایای استفاده از ورقکاری
- عدم نیاز به قالبسازی گرانقیمت: برخلاف ریختهگری یا تزریق پلاستیک، نیازی به ساخت قالبهای پیچیده برای شروع تولید نیست.
- امکان نمونهسازی سریع: طراحی، ساخت و اصلاح نمونه اولیه در زمان کوتاه ممکن است.
- هزینه پایینتر در شروع تولید: چون تجهیزات اولیه سادهتر و عمومیتر هستند.
- سرعت بالا در تولید انبوه: بهخصوص در برش لیزری و خمکاری اتوماتیک.
- سادگی انبارداری و حملونقل متریال خام: ورقهای فلزی تخت و استاندارد بهراحتی جابجا میشوند.
- قابلیت بازیافت بالا: قطعات برشخورده با کمترین پسماند قابل بازیافتاند.
- امکان مونتاژ آسان با روشهای مختلف اتصال: مانند جوش، پیچ و مهره، پرچ یا اتصالات فشاری.
- تنوع در متریال: از فولاد نورد سرد گرفته تا استیل، آلومینیوم و حتی مس.
محدودیت های ورقکاری
- عدم امکان ایجاد فرم های کروی و خطوط پیچیده
- خمها و شعاعها باید در محدودهی مجاز ابزار باشند
- اتصال قطعات نیازمند طراحی دقیق در مونتاژ است

نقش طراح در ساخت محصول به روش ورقکاری
ورق فلز ذاتاً متریالیست با فرمهای صاف و خطی؛ در ورقکاری خبری از قالبسازیهای پیشرفته و فرمهای کرو یا منحنیهای نرم نیست که بازتاب نور روی سطحش بازی کند یا جلوهای لوکس ایجاد شود. همین مسئله باعث میشود خیلی از طراحیهای مبتنی بر ورقکاری در نگاه اول خشک و صنعتی بهنظر برسند.
اما اینجاست که نقش طراح پررنگ میشود. با درک صحیح از این محدودیتها و استفاده هوشمندانه از خطوط خم، بریدگیها، یا ترکیب متریالها، میشود از همین ورق تخت و بیروح، فرمی خلق کرد که هم زیبا باشد، هم کاربردی و هم با محیطی که قرار است در آن استفاده شود هماهنگ باشد.
در ادامهی این مقاله، با نگاهی جزئیتر به فرآیندهای کلیدی ورقکاری از برشکاری و خمکاری گرفته تا فینیشینگ و انتخاب نوع اتصال بررسی میکنیم چطور طراحی میتواند به زبان تولید ترجمه شود.
برشکاری ورق فلز، فراتر از یک مرحله ساده
در نگاه اول، برشکاری در فرآیند ساخت با ورق فلز ساده بهنظر میرسد؛ ورق در دستگاه قرار میگیرد، نرمافزار مسیر را مشخص میکند و عملیات شروع میشود. اما واقعیت این است که همهچیز از طراحی شروع میشود و طراحی ضعیف، حتی بهترین دستگاههای برش را هم به زحمت میاندازد.
اگر طراحی به گونهای باشد که جزئیات، فواصل، زوایا یا الگوهای برش با فناوری انتخابشده (مثل لیزر، پانچ یا واترجت) سازگار نباشند، نهتنها کیفیت برش پایین میآید، بلکه ممکن است هزینهها، زمان تولید، یا حتی مونتاژ بعدی را تحتتأثیر قرار دهد.

طراح حرفهای چه نکاتی را برای اجرای دقیق برش در نظر میگیرد؟
رعایت حاشیههای ایمن
اگر سوراخها، شیارها یا خطوط برش بیش از حد به لبهی ورق نزدیک باشند، ممکن است در هنگام برش، ورق تاب بردارد یا لبهها بسوزند.
در طراحی ورق فلزی، فاصلهی سوراخها از لبه باید حداقل برابر با ضخامت ورق باشد تا برشکاری با دقت و بدون تاب برداشتن انجام شود.
خطوط خیلی باریک و ظریف اجرا نمیشود
اگر ضخامت ورق مثلاً 2 میلیمتره، طراحی سوراخهایی با قطر کمتر از 2 یا 2.5 میلیمتر ممکنه در لیزر به خوبی اجرا نشه یا متریال بسوزد.
طراحی گوشههای داخلی و خارجی با شعاع مناسب در برشکاری
یکی از نکات کلیدی در طراحی قطعات ورق فلزی برای برش دقیق و بدون نقص، رعایت شعاع مناسب در گوشههای داخلی و خارجی است. گوشههای تیز و زاویهدار نهتنها اجرای برش را برای دستگاههای CNC یا لیزر دشوار میکنند، بلکه باعث افزایش استهلاک ابزار و احتمال ایجاد تنشهای متمرکز در قطعه میشوند.
برشهایی با زاویههای تند (مثلاً گوشههای ۹۰ درجه داخلی) برای دستگاههای لیزر یا پانچ دشوارند؛ زیرا ابزار نمیتواند در یک نقطهی کاملاً تیز توقف کند یا زاویهای بینقص ایجاد کند. این مسئله میتواند باعث ایجاد سوختگی در گوشهها، ناهماهنگی در مسیر برش یا نیاز به پرداختکاری بیشتر پس از برش شود.
استفاده از شعاعهای نرم و مناسب در گوشهها
در طراحی گوشهها بهتر است بهجای زوایای تیز، از شعاعهای مناسب استفاده شود تا حرکت ابزار برش روانتر شده و تنشهای ناخواسته در قطعه کاهش یابد. این شعاعها کمک میکنند تا:
- مسیر حرکت لیزر یکنواختتر و بدون توقفهای ناگهانی اجرا شود.
- خطر داغشدن بیش از حد گوشه و سوختن لبههای ورق کاهش پیدا کند.
از پیچیدگی بیش از حد در الگوهای برش پرهیز گردد
استفاده از منحنیهای تیز، جزئیات بیش از حد یا طرحهای بسیار فشرده، منجر به کاهش سرعت دستگاههای برش و در نتیجه افزایش هزینه تولید خواهد شد.
توصیه: مسیرهای برش را تا حد امکان با منحنیهای ساده و قوسدار طراحی نمایید.
برش لیزری چگونه کار میکند؟ نگاهی به منطق و مراحل اجرای آن
برش لیزر با هدایت دقیق پرتو روی مسیرهای تعریفشده در فایل CAD انجام میشود. برای عملکرد صحیح دستگاه، چیدمان قطعات، ترتیب برشها و بسته بودن مسیرها باید به درستی در فایل طراحی مشخص شده باشد؛ در غیر این صورت، دقت برش کاهش یافته و ممکن است قطعات جابجا یا ناقص برش داده شوند.
در صورتی که فایل طراحی بهدرستی آماده نشده باشد، برای مثال خطوط برش باز باشند، ترتیب برشهای داخلی و خارجی رعایت نشده باشد یا قطعات فاقد لایهبندی مشخص باشند، فرآیند چیدمان بهینه قطعات (Nesting) و برشکاری میتواند با خطا، تأخیر یا حتی اتلاف متریال مواجه شود.
نِستینگ (Nesting): به فرآیند چیدمان بهینهی قطعات روی ورق فلزی گفته میشود، بهگونهای که بیشترین تعداد قطعه با کمترین میزان هدررفت متریال برش داده شود.

طراح باید از بسته بودن مسیرهای برش، جداسازی خطوط داخلی و خارجی، و سازگاری طرح با نرمافزارهای نِستینگ (Nesting) اطمینان حاصل کند. همچنین، در صورت وجود الزامات خاص برای ترتیب مونتاژ یا جهتگیری قطعه روی ورق، این اطلاعات باید بهوضوح در فایل یا مستندات پروژه ارائه شود.
چگونه طراحی هوشمندانه، خمکاری را سادهتر و دقیقتر میکند؟
در نگاه اول، خمکاری تنها یک مرحله مکانیکیست: ورق روی قالب قرار میگیرد و با فشار خم میشود. اما در واقعیت، این مرحله بیش از هر چیز دیگر وابسته به درک درست طراح از توانمندی و محدودیتهای ماشینآلات خمکاری است.
طراحی اشتباه در خمها میتواند منجر به:
- شکستن یا چروک شدن ورق
- نیاز به ابزار خاص یا غیرمعمول
- تداخل خمها با یکدیگر یا با سوراخها
- و در نهایت، رد شدن قطعه در کنترل کیفیت
از سوی دیگر، طراحی هوشمندانه میتواند:
- فرآیند تولید را سریعتر و ارزانتر کند
- استحکام سازه را افزایش دهد
- نیاز به جوش و اتصال را کاهش دهد
- و حتی به زیبایی نهایی محصول کمک کند
اصول طراحی خمکاری در ساخت با ورق فلز
در نظر گرفتن شعاع خم متناسب با ضخامت ورق
یکی از اصول پایه در طراحی خم، رعایت شعاع داخلی مناسب است. در خمهای با شعاع خیلی کوچک، خطر ترکخوردگی یا چروک شدن ورق وجود دارد، بهویژه در آلیاژهای سخت یا ضخامتهای بالا.
شعاع داخلی خم (Bend Radius) بهتر است برابر یا بزرگتر از ضخامت ورق باشد، مگر آنکه از ابزار خاص یا فرآیند تکمیلی استفاده شود.
شعاع خم (Bend Radius) چیست؟
شعاع خم به نیمقطر قوس داخلی ناحیه خمشدهی ورق گفته میشود. وقتی ورق فلزی خم میشود، ناحیهای از آن به شکل یک قوس در میآید. شعاع داخلی این قوس، همون شعاع خم است.

شکاف خم (Bend-Relief) چیست؟
شکافهای محافظ برای پیشگیری از پارگی در خمکاری فلزات، در فرآیند خمکاری ورق فلزی، گوشههای داخلی و نواحیای که خطوط خم به یکدیگر نزدیک میشوند، مستعد ایجاد ترک، پارگی یا چروکهای ناخواسته هستند. دلیل این مشکل، تمرکز تنش در نقاط تلاقی خمها و محدودیت انعطافپذیری فلز در گوشههای تیز است. اگر طراح به این موضوع دقت نکند، در حین خمکاری، ورق به درستی شکل نمیگیرد و ممکن است در همان مرحله یا در آینده دچار شکست شود.

- نقش شکاف خم (Bend-Relief) در جلوگیری از این مشکلات چیست؟
برای جلوگیری از پارگی یا چروک در گوشههای خم، طراحان صنعتی از شکافهای کوچکی به نام شکاف خم (Bend-Relief) استفاده میکنند. این شکافها بهصورت برشهای باز یا بریدگیهای کوچک در محل آغاز خم یا گوشهها ایجاد میشوند و کمک میکنند تا تنش در حین خم شدن بهدرستی تخلیه شود و تمرکز پیدا نکند.
- محل و شکل شکاف خم (Bend-Relief) چگونه تعیین میشود؟
شکاف خم (Bend-Relief) معمولاً در انتهای خط خم یا در محل اتصال دو خم متوالی قرار میگیرد. شکل آن بسته به نیاز طراحی میتواند بهصورت مستطیل باریک، شکافU شکل یا بریدگی نیمدایرهای باشد. ابعاد و موقعیت دقیق آن به ضخامت ورق، زاویه خم و نوع ماده بستگی دارد.

- چرا شکاف خم (Bend-Relief) اهمیت دارد؟
از پارگی یا کشیدگی بیش از حد ورق در گوشههای خم جلوگیری میکند.
- کیفیت فرمدهی خم را افزایش میدهد و قطعه بدون چروک یا شکستگی شکل میگیرد.
- دقت زاویه خم و تکرارپذیری تولید را بالا میبرد.
- نیاز به دوبارهکاری یا تعمیر قطعات معیوب را کاهش میدهد.
- نکات طراحی شکاف خم (Bend-Relief)
- عرض Bend Relief باید حداقل برابر ضخامت ورق باشد.
- طول آن باید کمی بیشتر از فاصله اولین خط خم باشد تا تنش کاملاً آزاد شود.
- در قطعاتی که بعد از خمکاری نیاز به آببندی یا زیبایی بیشتر دارند، میتوان شکل شکاف را گرد یا بیضی در نظر گرفت تا ظاهر بهتری داشته باشد.

حفظ فاصلهی مناسب بین سوراخها و خطوط خم
اگر سوراخ یا شکافی بیش از حد به خط خم نزدیک باشد، ممکن است در حین خمکاری تغییر شکل پیدا کند، تاب بردارد یا دفرمه شود.
فاصلهی لبهی سوراخ از خط خم باید حداقل برابر با دو برابر ضخامت ورق بهعلاوه شعاع خم باشد.
اجتناب از خمهای متقاطع یا تداخلدار
در طراحیهایی که چندین خم در زوایا یا جهتهای مختلف دارند، امکان تداخل خمها، گیر کردن قطعه در قالب یا اعوجاج فرم نهایی وجود دارد.
ترتیب خمها باید از ساده به پیچیده انجام شود، و در صورت نیاز به خمهای چندگانه نزدیک، برش آزادکننده (Relief notch) در طراحی لحاظ گردد.
برگشت فنری (Spring-Back) در خمکاری فلزات: دلیل تفاوت زاویه طراحی و زاویه نهایی
برگشت فنری پدیدهای است که طی آن پس از برداشتن نیرو از قطعهِ خم-شده، بخش الاستیک ورق میکوشد به حالت اولیه بازگردد و در نتیجه زاویه خم مقدار اندکی باز میشود. اگر این پدیده در طراحی پیشبینی نشود، زاویه نهایی قطعه با مقدار مطلوب تفاوت خواهد داشت و ممکن است قطعه در مونتاژ یا کارکرد دچار مشکل شود.

عوامل مؤثر بر شدت برگشت فنری
| عامل | توضیح | نتیجه |
| آلیاژ و خواص مکانیکی | ورقهای دارای مدول الاستیسیته و استحکام تسلیم بالا (مانند استنلس استیل یا فولاد فنری) بخش بزرگتری از تغییر شکل را به صورت الاستیک تحمل میکنند. | برگشت پذیری بیشتر |
| ضخامت ورق | هرچه ورق نازکتر باشد، نسبت تغییر شکل الاستیک به پلاستیک افزایش مییابد. | برگشت پذیری بیشتر |
| شعاع خم (Bend Radius) | خم با شعاع بزرگتر، ملایمتر است؛ بنابراین حجم مادهای که تغییر شکل دائمی میدهد کمتر خواهد بود. | برگشت پذیری بیشتر |
| زاویه خم | خمهای بازتر (بیش از °90) معمولاً برگشت بیشتری نشان میدهند. | برگشت پذیری بیشتر |
| نوع ابزار و روش خم | Air-bending برگشت بیشتری نسبت به Bottoming یا Coining ایجاد میکند، زیرا در روشهای دوم، ماده بهطور موضعی وارد جریان پلاستیک کامل میشود. | انتخاب ابزار مناسب برای کنترل برگشت پذیری |
Air-Bending: نوعی از خمکاری است که در آن سنبه به ماتریس نمیرسد و در واقع ورق فلز با قسمت Vشکل ماتریس همپوشانی کامل ندارند و بین ورق و ماتریس یک فاصلهای وجود دارد.

تَه نشانی (Bottoming): ورق را با فشار متوسط تا انتهای قالب Vشکل مینشاند تا زاویه دقیق با برگشت فنری کم حاصل شود.
سکه زنی (Coining): ورق را با فشار بسیار بالا بین سنبه و ماتریس پِرِس میکند تا فلز کاملاً تسلیم و زاویه بدون برگشت فنری ایجاد شود.
چرا در طراحی خم باید مشخصات ابزار و دستگاه خمکاری را در نظر گرفت؟
اگر در طراحی خم به ابعاد ابزارهایی مانند سنبه، ماتریس و دهانه خم (V-Opening) یا ظرفیت دستگاه توجه نشود، ممکن است قطعه عملاً قابل تولید نباشد یا نیاز به ابزارهای سفارشی و پر هزینه پیدا کند.
در برخی موارد، به دلیل فاصله کم بین خمها یا کوتاه بودن لبهها برای استقرار روی قالب، اجرای خم به شکل صحیح ممکن نیست و فرآیند تولید با مشکل مواجه میشود.
پیش از نهایی کردن طراحی، حداقل فاصلهی بین خمها، طول لبهها و ضخامت ورق را با توجه به مشخصات ابزار خم (مانند نوع سنبه و ماتریس) بررسی کنید.
چگونه با طراحی هوشمندانه خمکاری، نیاز به جوشکاری و مونتاژ را کاهش دهیم؟
طراحی هوشمندانه خمها در ورقهای فلزی فقط برای شکلدهی نیست؛ بلکه میتواند جایگزینی مؤثر برای برخی اتصالات مکانیکی و جوشکاری باشد. خمهای ساختاری و زاویهدار، علاوهبر افزایش استحکام قطعه، امکان حذف اتصال دو ورق جداگانه را فراهم میکنند.
این روش باعث کاهش تعداد قطعات، سادهتر شدن فرآیند مونتاژ و حذف خطوط جوش و پیچ میشود و در نتیجه محصولی زیباتر و یکپارچهتر به دست میآید. همچنین قطعات تقویتشده با خمکاری در برابر لرزش، ضربه و تغییر شکل مکانیکی مقاومت بالاتری دارند.

چگونه با تکنیک هِم (Hem) لبههای ورق فلزی را ایمن و کاربردی کنیم؟
هِم (Hem) یکی از تکنیکهای ساده اما کاربردی در ورقکاری فلز است که بسته به نوع طراحی، میتواند دو نقش متفاوت ایفا کند:
- اتصال مکانیکی بین دو ورق
در این کاربرد، لبهی یک ورق خم میشود و ورق دوم داخل این خم قرار میگیرد. سپس با پرس نهایی، لبهها روی هم قفل شده و اتصال محکمی ایجاد میکنند. این روش نیاز به جوشکاری یا پیچ را حذف میکند و در عین حال، ظاهری یکدست و تمیز ارائه میدهد.
موارد کاربرد: قابها و جعبههای فلزی، سیستمهای تهویه، یونیتهای صنعتی و تجهیزات اداری.

- ایمنی و زیبایی لبهها
در بسیاری از محصولات خانگی و صنعتی، از هِم صرفاً برای حذف لبههای تیز استفاده میشود. در این حالت، لبه به سمت داخل تا میشود تا ایمنی کاربر حفظ شده و ظاهر قطعه حرفهایتر شود.
موارد کاربرد: درب یخچال، بدنه لوازم خانگی، پنلهای الکترونیکی و لبه میزها و کمدهای فلزی.

نکات طراحی در هِم (Hem)
- برای ورقهای نازک و متوسط مناسب است؛ در ضخامتهای بالا نیاز به پرس قویتر دارد.
- دقت در تلرانس خم بسیار مهم است تا اتصال بهدرستی شکل بگیرد.
- برای بارهای سنگین توصیه نمیشود و در آن شرایط بهتر است از جوش یا پیچ استفاده شود.
هِم روشی ساده و کمهزینه برای بهبود ایمنی، ظاهر و در برخی موارد ایجاد اتصال مکانیکی در ورقکاری فلز است. موفقیت در اجرای این تکنیک به طراحی دقیق خم، انتخاب مناسب ضخامت و درک صحیح کاربرد آن بستگی دارد.
حالا که قطعات فلزی با برشکاری و خمکاری دقیق آماده شدهاند، نوبت به مرحلهای میرسد که همهچیز را کنار هم قرار میدهد: اتصال قطعات ورق فلزی. در این بخش، با انتخاب روش اتصال مناسب، شکل نهایی محصول شکل میگیرد و سازهای یکپارچه و کاربردی ساخته میشود.
چطور اتصالات مناسب را برای قطعات ورق فلزی را انتخاب کنیم؟
در طراحی و تولید سازههای ورق فلزی، انتخاب صحیح نوع اتصال یکی از عوامل کلیدی در موفقیت پروژه است. این انتخاب تعیین میکند که قطعات با چه سرعتی مونتاژ شوند، هزینه نهایی تولید چقدر باشد و محصول نهایی چه میزان مقاومت در برابر بارهای مکانیکی، لرزش و خوردگی داشته باشد.
یک طراح حرفهای با در نظر گرفتن ظرفیتهای خط تولید، تلرانسهای مجاز و نیازهای تعمیر و سرویس دورهای، مناسبترین روشهای اتصال را انتخاب میکند.
این روشها میتوانند شامل راهکارهایی مانند پرچ سرد، مهره پرسی، پیچهای خودکار یا جوشکاری باشند که هرکدام بسته به شرایط طراحی و تولید، مزایای خاص خود را دارند. انتخاب صحیح این روشها میتواند به کاهش هزینه مواد اولیه و نیروی کار کمک کند، سرعت مونتاژ را افزایش دهد و در نهایت بهرهوری خط تولید را به شکل چشمگیری بهبود بخشد.
در ادامه این مطلب، انواع رایج اتصالات ورق فلزی را معرفی میکنیم و مزایا، معایب و کاربردهای بهینه هر کدام را بررسی خواهیم کرد؛ تا در پروژههای مختلف شیتمتال، بتوانید سادهترین و مؤثرترین روش اتصال را انتخاب کنید.
جوشکاری در ورقکاری فلز
چرا جوشکاری همچنان یک انتخاب رایج در ورقکاری است؟
در بسیاری از پروژههای ورقکاری فلز، جوشکاری فلزات همچنان یکی از مطمئنترین و پرکاربردترین روشهای اتصال است. دلیل این محبوبیت، استحکام بالای اتصالات جوششده و قابلیت آببندی کامل قطعات است؛ ویژگیهایی که جوشکاری را به گزینهای ایدهآل برای ساخت سازههای صنعتی، بدنههای فلزی و تجهیزات سنگین تبدیل کرده است.
با این حال، جوشکاری در کنار مزایای خود، چالشهایی نیز به همراه دارد که در طراحی قطعات باید به دقت مدنظر قرار گیرند. مشکلاتی مانند تغییر رنگ سطح فلز، تاببرداشتن قطعه بر اثر حرارت و نیاز به پرداخت نهایی از جمله مواردی هستند که میتوانند بر کیفیت نهایی محصول تأثیرگذار باشند.

چه زمانی در طراحی محصول با روش ورقکاری، از جوشکاری استفاده میشود؟
یکی از تصمیمات مهم در طراحی قطعات فلزی، انتخاب روش اتصال است. جوشکاری ورق فلزی زمانی بهعنوان گزینه مناسب مطرح میشود که نیاز به اتصالی یکپارچه، دائمی و بدون درزهای قابل مشاهده وجود داشته باشد. در حالیکه در برخی بخشها برای تسهیل تعمیرات یا سرویس دورهای، استفاده از پیچ و مهره یا لولا کفایت میکند، در سایر بخشها برای حفظ استحکام و زیبایی ظاهری، جوشکاری بهترین انتخاب است.
- کاهش تعداد قطعات و سادهسازی مونتاژ به وسیله جوشکاری
در طراحی هوشمندانه، لازم نیست تمامی سطوح یک محصول با پیچ و مهره به هم متصل شوند. کافی است بخشهایی که نیاز به باز و بسته شدن دارند (مانند دربهای دسترسی یا قطعات تعویضپذیر)، با پیچ یا لولا طراحی شوند و باقی ساختار بهصورت یکپارچه با جوشکاری اتصال پیدا کند. این روش نهتنها پیچیدگی مونتاژ را کاهش میدهد، بلکه تعداد قطعات را هم کم میکند و تولید را سریعتر و ارزانتر میسازد.
- حذف درزهای ظاهری و بهبود کیفیت سطح خارجی محصول
در محصولاتی که زیبایی ظاهری اهمیت بالایی دارد (مانند تجهیزات خانگی یا پنلهای صنعتی)، درزهای ناهموار و نامتقارن ناشی از پیچ و مهره میتواند ظاهر محصول را تحت تأثیر قرار دهد. جوشکاری کمک میکند که سطح خارجی یکدست، بدون درز و زیبا باقی بماند و از خطاهای احتمالی مونتاژ در خط تولید جلوگیری شود.

- طراحی یکپارچه با خمکاری و جوشکاری دقیق
در فرآیند طراحی ورقهای فلزی، استفاده هوشمندانه از برشهای دقیق، خمکاریهای مهندسیشده و اتصال به کمک جوشکاری، این امکان را فراهم میکند که سطوح و وجوه محصول نهایی کاملاً یکدست و بدون درزهای مکانیکی نمایان شوند.
این نوع طراحی نهتنها استحکام قطعه را تضمین میکند، بلکه ظاهری حرفهای و شبیه به قطعات قالبپرسشده به آن میبخشد؛ در حالی که تمام فرآیند با تکنیکهای پیشرفته ورقکاری انجام شده و نیازی به سرمایهگذاری در قالبهای پیچیده و پرهزینه وجود ندارد.
اتصالات پیچ و مهرهای در ورقکاری فلز
اتصالات پیچ و مهرهای یکی از رایجترین روشهای اتصال در صنعت ورقکاری فلز است که بهخصوص در بخشهایی کاربرد دارد که نیاز به باز و بست مکرر، تعمیرات دورهای یا سرویس آسان وجود دارد.
این نوع اتصال به طراحان اجازه میدهد تا قطعات را بدون نیاز به تجهیزات خاص یا جوشکاری جدا کرده و مجدداً مونتاژ کنند. به همین دلیل، استفاده از اتصالات پیچ و مهرهای باعث افزایش سرعت تولید، کاهش هزینههای تعمیر و نگهداری، و بهبود قابلیت سرویسدهی محصولات فلزی میشود.
در این بخش به مزایا، کاربردها و نکات کلیدی طراحی اتصالات پیچ و مهرهای در ورقکاری صنعتی میپردازیم.
انواع پیچ و مهره برای اتصال ورق فلزی: کاربردها و تفاوتها
در طراحی ورقهای فلزی، بسته به ضخامت ورق، نوع بار، و شرایط مونتاژ، روشهای متنوعی برای اتصال پیچ و مهرهای وجود دارد. رایجترین آنها استفاده از پیچ استاندارد همراه با مهره است، زمانی که به پشت قطعه دسترسی وجود دارد. در ورقهای نازکتر، از مهرههای پرسی (Self-Clinching Nut) برای ایجاد رزوه دائمی بدون نیاز به جوش یا قلاویز استفاده میشود.
در شرایطی که فقط از یک طرف به قطعه دسترسی داریم، میتوان از مهرههای پرچشونده (Rivet Nut) بهره گرفت. برای سرعت بیشتر در مونتاژ، استفاده از پیچهای خودکار (Self-Tapping) یا پیچهای خودسوراخزن (Self-Drilling) رایج است که نیاز به سوراخکاری یا مهره را حذف میکنند.
در مواردی که اتصال باید در برابر لرزش مقاوم باشد، از مهرههای قفلشونده، واشر فنری یا چسبهای رزوهگیر استفاده میشود. این تنوع در روشهای اتصال، به طراح اجازه میدهد تا بسته به نیاز پروژه، مناسبترین و مقرونبهصرفهترین راهکار را انتخاب کند.
- پیچ جوشی (Stud-Weld) و مهره جوشی (Wled-Nut)
در محصولات ورقکاری، اتصال پیچ و مهره جوشی یکی از روشهای پرکاربرد برای نصب تجهیزات داخلی به بدنه است. در این روش، مهره یا پیچ مخصوص به سطح ورق جوش داده میشود تا امکان اتصال قطعات دیگر با پیچگوشتی یا ابزار از یک طرف فراهم شود، بدون نیاز به دسترسی به پشت ورق. این نوع اتصال استحکام مکانیکی بالا داشته و از چرخش یا هرز شدن مهره در اثر لرزش جلوگیری میکند. همچنین برای ورقهای نازک که امکان رزوهکاری ندارند بسیار مناسب است.

- مهره قفل شونده (Nyloc-Nut) یا (Locking-Nut)
در اتصالات پیچ و مهرهای، از مهرههای قفلشونده (Nyloc-Nut) که درون آنها یک حلقه لاستیکی یا نایلونی تعبیه شده استفاده میشود تا از باز شدن مهره در اثر لرزش و ارتعاش جلوگیری شود. این مهرهها بدون نیاز به چسب یا گشتاور زیاد، اتصال ایمنی ایجاد میکنند و در صنایع خودروسازی، تجهیزات لرزشی و ماشینآلات صنعتی کاربرد گستردهای دارند.

- پیچ شش وجهی (هگزاگون)
پیچهای ششوجهی یا هگزاگون به دلیل طراحی سرِششگوش، امکان استفاده از آچار از زاویههای مختلف را فراهم میکنند و در موقعیتهایی که نمیتوان ابزار را بهصورت عمود بر سر پیچ قرار داد، گزینهای بسیار مناسب هستند.

در کنار پیچهای ششوجهی، از پیچهای آلن و تورکس (ستارهای) در فضاهای محدود و طراحیهای دقیقتر استفاده میشود. این پیچها بهجای آچار از آلن یا بیتِ (Bit) تورکس استفاده میکنند و چون ابزار از داخل سر پیچ وارد میشود، برای محلهایی با دسترسی محدود یا نیاز به ظاهر تمیز و توکار بسیار مناسباند. همچنین، پیچهای تورکس با طراحی دندانهدار خود، در برابر هرز شدن مقاومتر بوده و امکان انتقال گشتاور بیشتر بدون آسیب به سر پیچ را فراهم میکنند.
- مهره پرچی (Rivet Nut) یا Rivnut
مهرهای توخالی و رزوهدار است که مانند پرچ، داخل سوراخ ورق قرار میگیرد و با ابزار مخصوص، از داخل جمع و پرچ میشود تا محکم به ورق بچسبد. این اتصال برای ورقهای نازک که امکان رزوهزنی ندارند و همچنین محلهایی که دسترسی به پشت ورق ممکن نیست بسیار مناسب است. مزیت اصلی آن، نصب سریع، بدون جوش و ایجاد رزوه پایدار در ورقهای نازک است.

- مهره پِرِسی (Self-Clinching Nut)
مهرهای رزوهدار است که با فشار درون سوراخ ورق نازک فلزی قرار میگیرد و با ایجاد قفل مکانیکی دائمی، بخشی از ورق میشود. این مهرهها دارای شیار یا لبههایی هستند که هنگام پرس، درون ورق فرو رفته و از چرخش یا بیرونزدن جلوگیری میکنند. این روش اتصال، بهخصوص در ورقهای نازکی که امکان ایجاد رزوه ندارند، جایگزین جوش یا مهره آزاد میشود و در صنایع الکترونیک، تابلو برق و تجهیزات فلزی دقیق کاربرد زیادی دارد.

- اسپیسر پرسی (Self-Clinching Standoff)
نوعی قطعه فلزی استوانهای و رزوهدار است که مانند مهره پرسی، با فشار به ورق متصل میشود، اما هدف آن ایجاد فاصله ثابت بین دو سطح است. این قطعه برای نصب بردهای الکترونیکی (PCB)، جدا کردن صفحات فلزی، یا نگهداری قطعات با فاصله مشخص از بدنه بسیار کاربرد دارد. نصب آن بدون نیاز به جوش یا پیچ اضافی انجام میشود و دقت بالا، استحکام مناسب و سرعت نصب از مزایای اصلی آن است.


- پیچ سرمته (Self-Drilling Screw)
نوعی پیچ است که در نوک خود یک مته کوچک دارد و میتواند بدون نیاز به سوراخکاری قبلی، مستقیماً وارد ورق فلزی یا قطعه کار شود. این پیچها باعث صرفهجویی در زمان مونتاژ میشوند و نیازی به ابزار جداگانه برای سوراخکاری ندارند. به دلیل داشتن رزوههای تیز و طراحی مخصوص، در اتصال سریع قطعات فلزی، ساندویچپنلها، ورقکاریهای سبک و حتی نصب قطعات به پروفیلهای فلزی استفاده میشوند. پیچ سرمته بیشتر برای اتصالات دائمی یا نیمهدائمی به کار میرود و معمولاً با دریل یا پیچگوشتی برقی نصب میشود.

چگونه پیچ و مهره مناسب برای اتصالات ورق فلزی انتخاب کنیم؟
در طراحی قطعات ورق فلزی با اتصالات پیچ و مهرهای، نتخاب صحیح نوع پیچ و مهره نقش مهمی در تضمین ایمنی، دوام، قابلیت سرویس و حتی زیبایی محصول نهایی دارد. بسته به شرایط فنی و محیطی پروژه، طراح باید مجموعهای از عوامل کلیدی را بررسی کند تا مناسبترین گزینه برای اتصال انتخاب شود.
در ادامه، مهمترین معیارهای انتخاب پیچ و مهره در ورقکاری فلز را مرور میکنیم.
- ضخامت ورق و قابلیت رزوهگیری مستقیم
در ورقهای نازک (کمتر از ۲ میلیمتر)، درگیری کافی برای رزوهزنی وجود ندارد. در این موارد از پیچهای خودکار، پیچهای سرمتهای یا مهرههای پرسی و مهرههای جوشی استفاده میشود. اما در ورقهای ضخیمتر، امکان استفاده از پیچ و مهرههای استاندارد وجود دارد.
- نوع بار وارد بر اتصال (برشی یا کششی)
اتصالاتی که تحت بارهای مکانیکی شدید، لرزش یا تنش مکرر هستند، باید با پیچهایی با گرید مقاومتی بالا طراحی شوند. برای بارهای سبک یا قطعات ثانویه، پیچهای سادهتر نیز کافی خواهند بود.
- نیاز به باز و بسته شدن در آینده (سرویسپذیری)
در مواردی که نیاز به تعمیر، تعویض یا دسترسی داخلی وجود دارد، از پیچ و مهرههای بازشو با واشر فنری یا مهرههای قفلشونده استفاده میشود. اما اگر اتصال دائمی باشد، میتوان از پرچ یا پیچهای خاص بهره گرفت.

- محدودیت دسترسی به پشت ورق
اگر تنها از یک طرف به محل اتصال دسترسی وجود داشته باشد، استفاده از مهرههای معمول امکانپذیر نیست. در این شرایط، گزینههایی مانند مهرههای پرسی و جوش یا حتی پیچهای خودکار بسیار کاربردی هستند.
- محدودیت فضای نصب ابزار
در طراحیهایی که فضای اطراف اتصال محدود است، پیچهای سرآلن یا سرخزینه بهترین گزینهاند. در مقابل، برای فضاهای باز و صنعتی، پیچهای ششگوش معمولی انتخاب مناسبتری هستند.
- شرایط محیطی (رطوبت، خوردگی، لرزش)
در محیطهای مرطوب یا خورنده، استفاده از پیچهای استنلس استیل گرید (A2 یا A4) یا پیچهای با پوشش ضدزنگ توصیه میشود. همچنین در محیطهای لرزشی، بهرهگیری از واشر دندانهدار، چسب رزوه یا مهرههای قفلشونده اهمیت بالایی دارد.
- اهمیت ظاهر و زیبایی اتصال
در محصولات مصرفی، پنلهای الکترونیکی یا بدنههای قابل رؤیت، پیچهایی با ظاهر حرفهای مانند آلن کله قارچی (Button-Head) یا پیچهای سرخزینه (Countersunk) با سطح همتراز ترجیح داده میشوند.

- سرعت مونتاژ و تولید انبوه
در خطوط تولید انبوه قطعات ورق فلزی، انتخاب نوع پیچ و روش اتصال تأثیر مستقیم بر سرعت مونتاژ و بهرهوری تولید دارد. استفاده از پیچهایی با درایو مناسب مانند پیچهای چهارسو (فیلیپس) یا ستارهای (تورکس)باعث کاهش لغزش ابزار و افزایش دقت در مونتاژ میشود. همچنین استفاده از مهرههای پرسی (Self-Clinching) یا مهره پرچشونده (Rivet Nut) به کاهش زمان نصب، حذف ابزار اضافی و تسهیل فرآیند مونتاژ کمک میکند.
براکت در ورقکاری چیست و چه کاربردی دارد؟
در میان تمام روشهایی که برای اتصال قطعات ورق فلزی مطرح میشوند، یک جزء کلیدی اغلب نادیده گرفته میشود: براکتها.
این قطعات ساده اما بسیار حیاتی، نقش واسطهای دارند که نهفقط اتصال را ممکن میسازند، بلکه در بسیاری از موارد به بهینهسازی طراحی، افزایش استحکام، تسهیل مونتاژ و حتی کاهش هزینههای تولید کمک میکنند. در ادامه، به نقش براکتها در طراحی سازههای فلزی، انواع رایج آنها و نکاتی که هنگام طراحی یا استفاده از آنها باید در نظر گرفت، خواهیم پرداخت.

راهحلی برای بهینهسازی فضا و کاهش پیچیدگی مونتاژ
در بسیاری از محصولات صنعتی، بهویژه تجهیزات پیچیده مانند محفظههای الکترونیکی یا دستگاههای مجهز به صفحهنمایش، تنها یک اتصال ساده کافی نیست. در این شرایط، براکتها بهعنوان عناصر چندکاره وارد عمل میشوند.
این قطعات کوچک میتوانند وظایف متعددی را بهصورت همزمان بر عهده بگیرند: از تراز کردن دقیق قطعات در بدنه، تا ایجاد فاصله برای جایگیری تجهیزات حجیمتر، و حتی فراهمکردن بستری برای نصب اجزای الکترونیکی دیگر.

براکتها چگونه هزینه تولید را کاهش میدهند؟
- جایگزین جوشکاری یا خمکاری پیچیده میشوند و هزینه ابزار را کم میکنند.
- نیاز به فیکسچر یا نگهدارندههای گرانقیمت را حذف میکنند.
- باعث طراحی ماژولار میشوند و هزینه تعمیر یا توسعه محصول را کاهش میدهند.
- در پروژههای کوچک یا سفارشی، تولید جداگانه براکت سادهتر از طراحی فرمهای خاص است.
- امکان استفاده از ورق نازکتر در بخشهایی از سازه را فراهم میکنند و در مصرف متریال صرفهجویی میشود.
تکنیکهای طراحی برای مونتاژ آسان و سریع در ورقکاری
حال که با مفاهیم پایهای ورقکاری آشنا شدیم، بهتر است بدانیم که در کنار اصول فنی، مجموعهای از تکنیکهای کاربردی در ورقکاری نیز وجود دارد که میتوانند فرایند تولید را بهطور چشمگیری کمهزینهتر، سریعتر و سادهتر کنند.
استفاده از آنها میتواند تفاوتی بزرگ را در هزینههای تولید، سرعت مونتاژ، کیفیت نهایی، و حتی ظاهر محصول ایجاد کند.
تکنیکهایی مانند کام و زبانه (Tab & slot)، لبههای قفلشونده، زبانههای خودنگهدار و انواع دیگر اتصالات خلاقانه، نه تنها باعث سهولت در مونتاژ میشوند بلکه امکان کاهش نیاز به ابزار و جوشکاری را فراهم میکنند.
در این بخش از مقاله، با معرفی این تکنیکها، نشان خواهیم داد که چطور یک طراحی دقیق در مرحلهی مونتاژ و اتصال میتواند:
- زمان تولید را به طور چشمگیری کاهش دهد.
- نیاز به نیروی انسانی و مهارتهای پیچیده را کمتر کند.
- دقت و کیفیت مونتاژ را به شدت بهبود بخشد.
- هزینههای ناشی از اتلاف متریال و انرژی را کاهش دهد.
- و در نهایت محصولی ارائه دهد که علاوه بر کاربردی بودن، از لحاظ بصری هم جذاب باشد.
در ادامه به انواع تکنیکهای مونتاژی، چگونگی کارکرد آنها و نحوه بکارگیری این تیکنیکها در طراحی یک محصول ورقکاری می پردازیم.
کام و زبانه (Tab & slot): راهکاری هوشمندانه برای چالش اتصال و جوشکاری ورقها
اگر تاکنون تجربه مونتاژ قطعات فلزی را داشته باشید، احتمالاً با چالشهایی آشنا هستید که این مرحله به همراه دارد. اتصال دقیق دو یا چند قطعه ورق فلزی، با هدف دستیابی به اتصالی دقیق، محکم و تمیز، در نگاه اول شاید ساده به نظر برسد؛ اما در عمل میتواند بسیار پیچیده و زمانبر باشد.
برای مثال، تصور کنید که قصد دارید دو ورق فلزی بزرگ را از طریق جوشکاری به یکدیگر متصل کنید. یکی از چالشهای اساسی در این مرحله این است که چگونه میتوان لبههای این دو ورق را به گونهای دقیق و بدون انحراف، در کنار هم قرار داد تا از ابتدا تا انتهای قطعات به طور یکنواخت در امتداد یکدیگر قرار گیرند.
هر چه ابعاد قطعات بزرگتر و تعداد آنها بیشتر شود، پیچیدگی این فرآیند نیز بهصورت نمایی افزایش خواهد یافت.
در چنین شرایطی، تکنیکی همچون کام و زبانه به عنوان راهکاری کارآمد و قابل اطمینان در فرآیند طراحی و مونتاژ به کار گرفته میشود.
کام و زبانه چیست؟ نحوه بکارگیری کام و زبانه در ورقکاری
تکنیک کام و زبانه به معنای طراحی زبانههایی (Tabs) در لبه یکی از قطعات و ایجاد شکافهایی متناسب (Slots) در قطعه مقابل است. هنگامی که این قطعات کنار یکدیگر قرار میگیرند، زبانهها در شکافها جای گرفته و باعث میشوند قطعات به شکل دقیق و مستحکم در جای خود قرار گیرند.
به این ترتیب، در مرحله مونتاژ نیازی به تنظیم مجدد و مکرر موقعیت قطعات یا استفاده از تجهیزات نگهدارنده اضافی نیست؛ چرا که قطعات به آسانی و سرعت در محل دقیق خود قفل و تثبیت میشوند.

چرا استفاده از کام و زبانه در مونتاژ قطعات فلزی مهم است؟
- افزایش سرعت مونتاژ: قطعات به سرعت در موقعیت دقیق قرار میگیرند.
- بهبود قابل توجه دقت و تکرارپذیری مونتاژ: احتمال بروز خطاهای معمول در جوشکاری یا اتصالات مشابه را کاهش میدهد.
- کاهش نیاز به فیکسچرها و جیگهای پیچیده: خود قطعات بهعنوان فیکسچر عمل کرده و نیاز به تجهیزات اضافی را کاهش میدهند.
- کاهش هزینههای کلی مونتاژ و ساخت: از طریق کاهش زمان، تجهیزات و نیروی انسانی مورد نیاز.
- دستیابی به زیبایی ظاهری و دقت ساختاری: اتصالاتی دقیق، تمیز و حرفهای ارائه میدهد.
تکنیک کام و زبانه را در چه محصولات ورقکاری می توان دید؟
- مونتاژ بدنه دستگاههای صنعتی: استفاده از این تکنیک موجب میشود بدنهها و قابهای فلزی به سرعت در موقعیت صحیح قرار گرفته و آماده جوشکاری شوند.
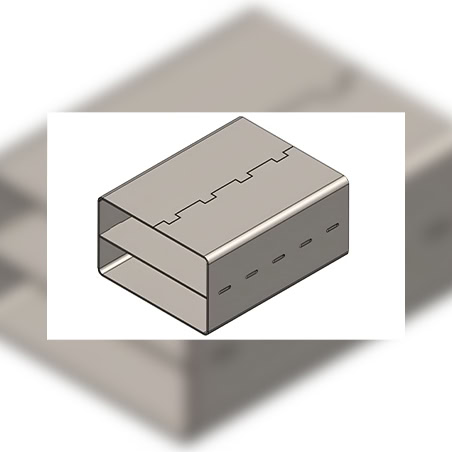
- ساخت جعبهها و محفظههای الکترونیکی: استفاده از اتصال کام و زبانه در جعبهها باعث میشود مونتاژ آنها سریع، دقیق و اقتصادی انجام شود و در مواردی نیاز به اتصالات پیچ یا جوشکاری را بهطور کامل حذف کند.
- قفسهها و مبلمان فلزی: در ساخت انواع قفسهها، میزها و واحدهای صنعتی، تکنیک کام و زبانه اجازه میدهد تا قطعات بدون استفاده از ابزار خاصی مونتاژ یا دمونتاژ شوند.
در نهایت، تکنیک اتصال کام و زبانه نه فقط به عنوان یک راهکار طراحی، بلکه به عنوان یک استراتژی مؤثر برای غلبه بر چالشهای واقعی مونتاژ در فرایند ورقکاری مطرح است.
تکنیک کام و زبانه (Tab & Slot) روشی ساده اما بسیار مؤثر برای مونتاژ دقیق، سریع و بدون ابزار در قطعات ورقکاری است. این روش با کاهش نیاز به فیکسچر و افزایش دقت قرارگیری، باعث بهبود کیفیت و کاهش هزینههای ساخت میشود.
اتصال درز قفلشونده در ورق فلزی؛ جایگزینی زیبا و کمهزینه برای جوشکاری
یکی از چالشهای رایج در مونتاژ ورقهای فلزی، اتصال دو یا چند ورق به یکدیگر به شکلی تمیز، دقیق و مستحکم است. در بسیاری از موارد، اولین راهکاری که به ذهن میرسد استفاده از روش جوشکاری است. اما جوشکاری همیشه بهترین انتخاب نیست؛ چرا که میتواند هزینههای ساخت، زمان مونتاژ و عملیات تکمیلی مثل سنگزنی یا پولیش را افزایش دهد و همچنین باعث تغییرات ساختاری در فلز بهدلیل حرارت بالا شود.

درز قفل شونده (Locking Seam) چیست؟
یکی از روشهای مؤثر و مکانیکی برای اتصال دو لبهی ورق فلزی بدون نیاز به جوشکاری یا پیچ، استفاده از درزهای قفلشونده (Locking Seam) است. در این روش، لبههای ورق بهگونهای خم و فرمدهی میشوند که هنگام مونتاژ در یکدیگر قفل شده و اتصال پایداری را ایجاد کنند.
در میان انواع این روشها، اتصالهایSnap Lock Seam یا درزهای قفلشوندهی فشاری، رایجتر هستند. در این نوع اتصال، با یک فشار ساده، دو لبهی خمشده در یکدیگر قفل میشوند و اتصال پایدار و مناسبی برای کاربردهای سبک تا نیمهسنگین ایجاد میکنند. این تکنیک در ساخت کانالهای تهویه، بدنهی جعبههای فلزی و کیسهای صنعتی که نیاز به مونتاژ سریع و بدون ابزار پیچیده دارند، بسیار پرکاربرد است.

آمادهسازی قطعات برای پرداختکاری، پلیسهگیری و رنگ نهایی
زمانی که اتصال قطعات با جوشکاری انجام میشود، معمولاً رد جوشها، ناهمواریها یا زائدههای فلزی در محل اتصال باقی میمانند. همچنین هنگام برشکاری به وسیله لیزر و حتی سوراخکاریهایی که برای اتصالات پیچ و مهره ای انجام میشود، زائده و پلیسههایی در سطح فلز به وجود میآیند.

اگر این سطح بدون اصلاح و پرداخت باقی بماند، نهتنها از نظر بصری آزاردهنده خواهد بود، بلکه در محصولات مصرفی میتواند برای کاربر خطرناک هم باشد. به همین دلیل، یکی از مهمترین گامها پیش از رنگکاری یا پوششدهی، پلیسهگیری (Deburring) و پرداخت سطحی (Finishing) است.
در این مرحله، هدف این است که زبریها، لبههای تیز، آثار برش یا جوش، و هر نوع نقص سطحی برطرف شود تا قطعه آمادهی یک پوشش صاف، یکنواخت و مقاوم شود؛ چه آن پوشش رنگ پودری باشد، چه آبکاری یا آنودایزینگ.
انواع رایج روشهای پلیسهگیری
- پلیسهگیری دستی: ساده، ارزان و مناسب برای تیراژ کم یا نقاط حساس
- پلیسهگیری مکانیکی: با ابزار چرخشی یا برس؛ مناسب برای تیراژ متوسط
- پلیسهگیری ویبرهای: برای تعداد بالا، یکنواخت و اقتصادی
- پلیسهگیری شیمیایی یا الکتروشیمیایی: دقیق، بدون تماس فیزیکی، مناسب برای قطعات پیچیده
- سند بلاست: حذف پلیسههای سطحی و یکنواختسازی بافت قطعه قبل از رنگ یا پوشش

اهمیت رنگ و پوشش در مرحله پایانی تولید با ورق فلز
پس از آنکه سطح قطعه از پلیسهها و لبههای تیز پاکسازی شد، نوبت به مرحله نهایی یعنی رنگآمیزی و ایجاد پوشش میرسد؛ بخشی که نهتنها بر ظاهر محصول اثرگذار است، بلکه در شکلگیری هویت بصری آن نیز نقش مهمی دارد.

افزون بر این، رنگ بهعنوان یک لایهی محافظ، میتواند لبههای تیز باقیمانده را پوشانده و ایمنتر کند، بهویژه در محصولاتی که در تماس با کاربر هستند یا ظاهرشان اهمیت دارد.
یکی از روشهای متداول در صنعت ورقکاری فلز، رنگ کورهای (Powder Coating) است؛ روشی که در آن پودر رنگ بهصورت الکترواستاتیکی روی قطعه پاشیده شده و سپس در دمای بالا پخت میشود تا یک پوشش مقاوم، یکنواخت و زیبا ایجاد شود.

کیفیت و دوام این پوشش تا حد زیادی به تمیز بودن و صافی سطح بستگی دارد؛ یعنی دقیقاً همان چیزی که در مرحلهی پلیسهگیری و پرداختکاری پایهریزی میشود.
سوالات متداول
- آیا میتوان طراحی ظاهری زیبا داشت با وجود محدودیتهای ورقکاری؟
بله؛ هرچند ورقکاری ذاتاً فرمهای صاف و خطی دارد، اما طراح میتواند با بهرهگیری از خمهای هوشمندانه، بریدگیهای دقیق، براکتها و ترکیب متریالهای مختلف، ظاهر جذاب و مدرنی خلق کند. خلاقیت در استفاده از جزئیات ظاهری و درک محدودیت ابزار، محصولی زیبا و کاربردی به دست میدهد.
- چه عواملی باعث افزایش هزینه تولید در ورقکاری میشوند؟
پیچیدگی بیشازحد در الگوهای برش یا استفاده از خمهای خاص و متعدد هزینه تولید را بالا میبرد. همچنین انتخاب اتصالات غیر بهینه یا نیاز به پرداخت و اصلاح زیاد پس از برش و جوش، زمان و هزینه را افزایش میدهد. طراحی سادهتر و هماهنگ با فرآیند ساخت، هزینهها را بهطور چشمگیری کاهش میدهد.
- تفاوت ورقکاری با روشهایی مثل ریختهگری یا قالبسازی چیست؟
ورقکاری برخلاف ریختهگری یا قالبسازی، به قالبهای گران و پیچیده نیاز ندارد و سرعت بالاتری در شروع تولید دارد. این روش برای تیراژ متوسط تا بالا بسیار مقرونبهصرفه است و امکان تغییر طراحی آسان را فراهم میکند. البته در فرمدهیهای کروی و پیچیده محدودیت دارد، در حالی که قالبسازی آزادی بیشتری در فرم ایجاد میکند.
- در طراحی اتصال پیچ و مهرهای، چرا ضخامت ورق اهمیت دارد؟
ضخامت ورق تعیین میکند که آیا امکان رزوهزنی مستقیم وجود دارد یا نه. در ورقهای نازک (زیر ۲ میلیمتر) بهجای رزوهگیری، باید از پیچهای خودکار، سرمتهای یا مهرههای پرسی و پرچی استفاده شود. انتخاب درست بر اساس ضخامت، استحکام و دوام اتصال را تضمین میکند.
- بهترین نوع اتصال برای محیطهای پرفشار یا لرزشی چیست؟
در این شرایط، اتصالات جوشی به دلیل استحکام بالا یا پیچ و مهره همراه با مهرههای قفلشونده و واشرهای فنری بهترین گزینهاند. این روشها مقاومت لازم در برابر فشارهای مکانیکی و ارتعاشات مداوم را فراهم میکنند. انتخاب نادرست میتواند باعث شلشدن یا شکست اتصال شود.
- چرا نباید سوراخها یا شیارها خیلی به لبه ورق نزدیک باشند؟
قرار گرفتن سوراخ یا شیار در نزدیکی لبه باعث تاببرداشتن ورق یا سوختگی لبه در حین برش میشود. علاوه بر آن، مقاومت مکانیکی قطعه کاهش پیدا میکند و ممکن است در هنگام مونتاژ یا استفاده، دچار شکست شود. رعایت فاصلهای حداقل برابر با ضخامت ورق از لبه، این مشکلات را برطرف میکند.