
روشهای نوین برش فلزات: مقایسه، کاربردها و پیشرفتهای تکنولوژیکی
فرآیندهای برش فلزات یکی از مراحل اساسی در تولید صنعتی هستند که نقش تعیینکنندهای در کیفیت نهایی محصولات و بهینهسازی هزینههای تولید دارند. با پیشرفت تکنولوژی و تنوع روشهای برش، انتخاب روش مناسب به چالشی بزرگ در صنایع تبدیل شده است. روشهای مختلف برش، از تکنیکهای سنتی مانند تراشکاری و فرزکاری گرفته تا روشهای پیشرفتهتری مانند برش لیزری و واترجت، هر کدام مزایا و محدودیتهای خاص خود را دارند. انتخاب نادرست روش برش میتواند منجر به کاهش کیفیت محصول، افزایش هزینهها و حتی آسیب به تجهیزات شود. از این رو، درک اصول اولیه، روشها و کاربردهای هر یک از این فرآیندها برای دستیابی به بهرهوری و کیفیت مطلوب ضروری است.
دستهبندی روشهای برش فلزات
به طور کلی فرآیندهای برش فلزات را میتوان به دو دسته اصلی تقسیم کرد:
روشهای سنتی (مکانیکی) و روشهای مدرن (پیشرفته)
این تقسیمبندی بر اساس تکنولوژی، مکانیزم برش و تجهیزات مورد استفاده انجام میشود. در یک نگاه دقیقتر، روشهای برش فلزات را میتوان به دستههای برش مکانیکی، برش حرارتی، برش الکتروشیمیایی، برش لیزری، و برش واترجت تقسیم کرد. هر یک از این دستهها خود شامل چندین روش متفاوت هستند که با توجه به نوع فلز، ضخامت قطعه، دقت مورد نیاز و هزینههای تولید انتخاب میشوند.
برش مکانیکی: روشهای کلاسیک و کاربردهای مدرن
برش مکانیکی یکی از قدیمیترین و پرکاربردترین روشهای برش فلزات است که در آن از نیروهای فیزیکی و ابزارهای مکانیکی برای جدا کردن یا شکلدهی فلزات استفاده میشود. این روشها به دلیل سادگی، هزینههای نسبتاً پایین و تطبیقپذیری با انواع فلزات در صنایع مختلف کاربرد گستردهای دارند. برش مکانیکی خود به چند دسته اصلی تقسیم میشود که هر کدام ویژگیها و کاربردهای منحصر به فردی دارند.
برش با اره: روشهای سنتی با کاربرد گسترده
برش با اره یکی از سادهترین و پرکاربردترین روشهای برش مکانیکی است که برای برش قطعات بزرگ و ضخیم استفاده میشود. این روش شامل انواع مختلفی از ارهها میشود که هر کدام برای کاربردهای خاصی طراحی شدهاند.
1- اره نواری (Bow Saw): از یک تیغه نواری دندانهدار برای برش فلزات استفاده میکند و برای برش قطعات بزرگ و ضخیم مناسب است. این ابزار با داشتن سرعت نسبتاً بالا و هزینههای پایین، گزینهای کارآمد برای برش محسوب میشود. با این حال، دقت محدود آن ممکن است در پروژههای ظریف چالشبرانگیز باشد و نیاز به تعویض تیغه به مرور زمان میتواند هزینههای جانبی را افزایش دهد.

2- اره دیسکی (Circular Saw): از یک تیغه دیسکی دندانهدار برای برش فلزات استفاده میکند و برای برش سریع ورقها و لولهها مناسب است. این روش سرعت بالا و امکان برش دقیق را فراهم میکند، اما در برشقطعات سیار ضخیم با محدودیت مواجه است.

3- اره رفت و برگشتی (Hacksaw): نیز از یک تیغه دندانهدار که به صورت رفت و برگشتی حرکت میکند برای برش فلزات استفاده میشود و معمولاً برای برش دستی و قطعات کوچک مناسب است. سادگی و هزینههای پایین از مزایای آن است، اما سرعت پایین و دقت محدود از معایب آن به شمار میآید.

برش با قیچی و پانچ: تکنیکهای مؤثر برای ورقهای فلزی
این روشها برای برش ورقهای فلزی و ایجاد سوراخها استفاده میشوند و شامل انواع مختلفی از قیچیها و پانچها هستند.
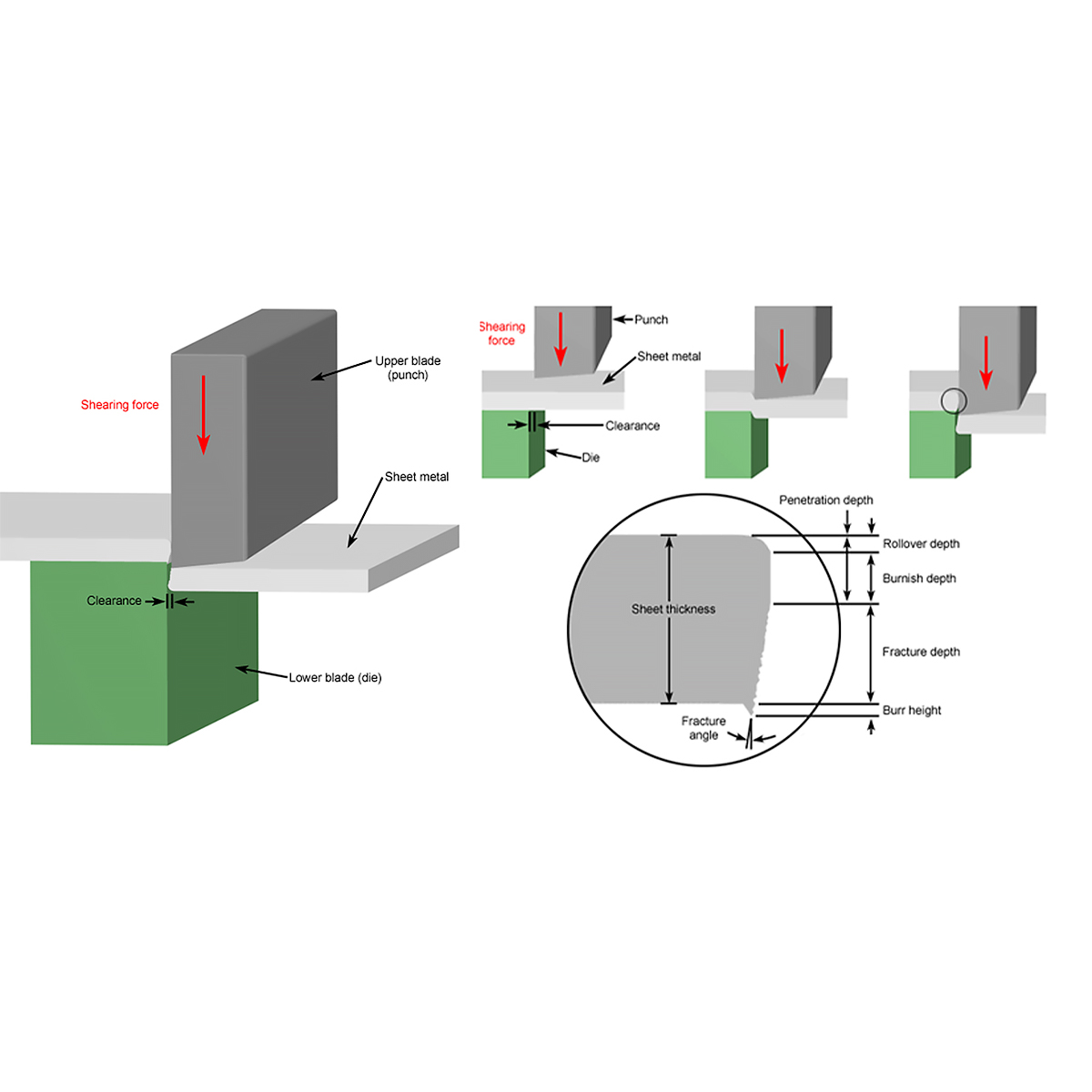
1- قیچی گیوتین دستی: از یک تیغه ثابت و یک تیغه متحرک برای برش ورقهای فلزی استفاده میکند و برای برش ورقهای نازک مناسب است. سادگی و هزینههای پایین از مزایای آن است، اما نیاز به نیروی انسانی و محدودیت در برش ورقهای ضخیم از معایب آن محسوب میشود.

2- قیچی گیوتین هیدرولیک: از نیروی هیدرولیک برای برش ورقهای فلزی استفاده میکند و برای برش ورقهای ضخیم و بزرگ مناسب است. سرعت بالا و دقت خوب از مزایای آن است، اما هزینههای بالاتر نسبت به قیچی دستی از معایب آن به شمار میآید.

3- پانچ CNC: از یک دستگاه کنترل عددی کامپیوتری (CNC) برای ایجاد سوراخها و برش ورقهای فلزی استفاده میکند و برای تولید قطعات با اشکال پیچیده مناسب است. این روش با دقت بسیار بالا و توانایی تولید قطعات پیچیده، گزینهای ایدهآل برای پروژههای دقیق و تخصصی محسوب میشود. با این حال، هزینههای بالای تجهیزات میتواند چالشی برای کسبوکارهای کوچک یا پروژههای با بودجه محدود باشد.

کاربردهای صنعتی برش مکانیکی
برش مکانیکی به دلیل سادگی، هزینههای پایین، و تطبیقپذیری با انواع فلزات، در صنایع مختلف کاربرد گستردهای دارد. تولید قطعات صنعتی مانند شفتها، بوشها، و قطعات دوار از جمله کاربردهای مهم برش مکانیکی است. همچنین در ساخت ماشینآلات برای تولید قالبها، قطعات ماشینآلات و قطعات با اشکال پیچیده استفاده میشود. در صنایع خودروسازی نیز برای تولید قطعات بدنه، موتور و سیستمهای انتقال قدرت مورد استفاده قرار میگیرد.
برش حرارتی: تکنولوژیهای پیشرفته برای فلزات ضخیم
برش حرارتی روشی است که در آن از حرارت برای ذوب یا اکسید کردن فلز استفاده میشود. این روشها معمولاً برای برش فلزات ضخیم و هادی الکتریسیته مناسب هستند و شامل انواع مختلفی میشوند. در ادامه به بررسی دقیقتر این روشها میپردازیم.
1- برش با شعله: تکنولوژی کلاسیک با کاربردهای متنوع
برش با شعله (Oxy-Fuel Cutting) یکی از قدیمیترین و پرکاربردترین روشهای برش حرارتی است که در آن از یک جریان اکسیژن و گاز سوختنی (معمولاً استیلن) برای اکسید کردن و ذوب فلز استفاده میشود. در این روش، گاز سوختنی و اکسیژن با هم ترکیب میشوند و یک شعله با دمای بالا ایجاد میکنند. شعله فلز را تا دمای اشتعال گرم میکند و سپس جریان اکسیژن باعث اکسید شدن و ذوب فلز میشود. فلز ذوبشده توسط جریان اکسیژن از ناحیه برش خارج میشود.
مزایا
هزینههای پایین تجهیزات و نگهداری، مناسب برای برش فولادهای کربنی با ضخامتهای زیاد، و سادگی در استفاده و نگهداری، کارآمد برای برشهای مستقیم طولانی روی ورقهای فولادی.
معایب
نامناسب برای فلزات غیرآهنی مانند آلومینیوم و مس، دقت پایین نسبت به روشهای پیشرفته، ایجاد ناحیه متأثر از حرارت (HAZ)، سرعت نسبتاً کم و نیاز به پردازشهای ثانویه، تولید دود و گازهای قابل توجه.
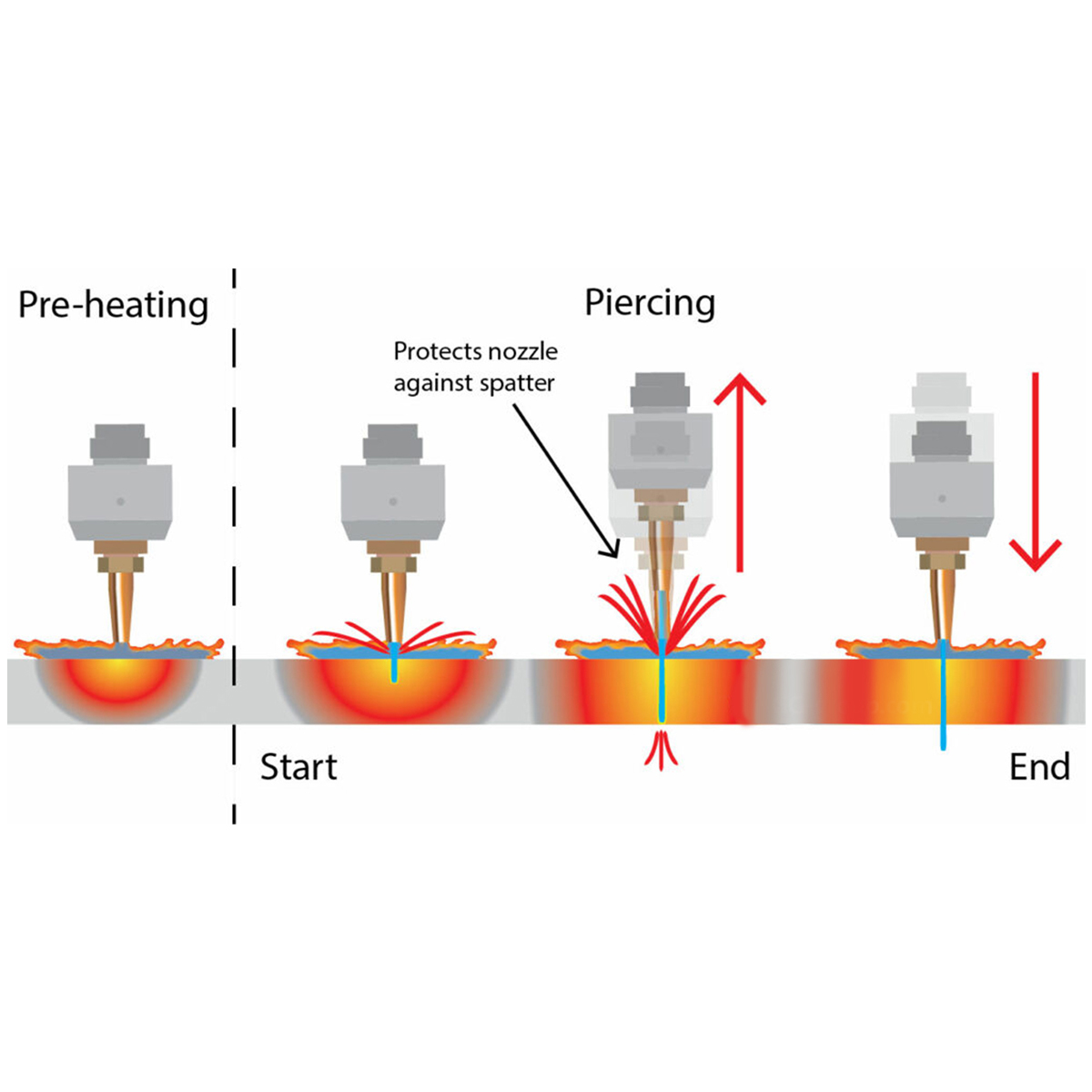

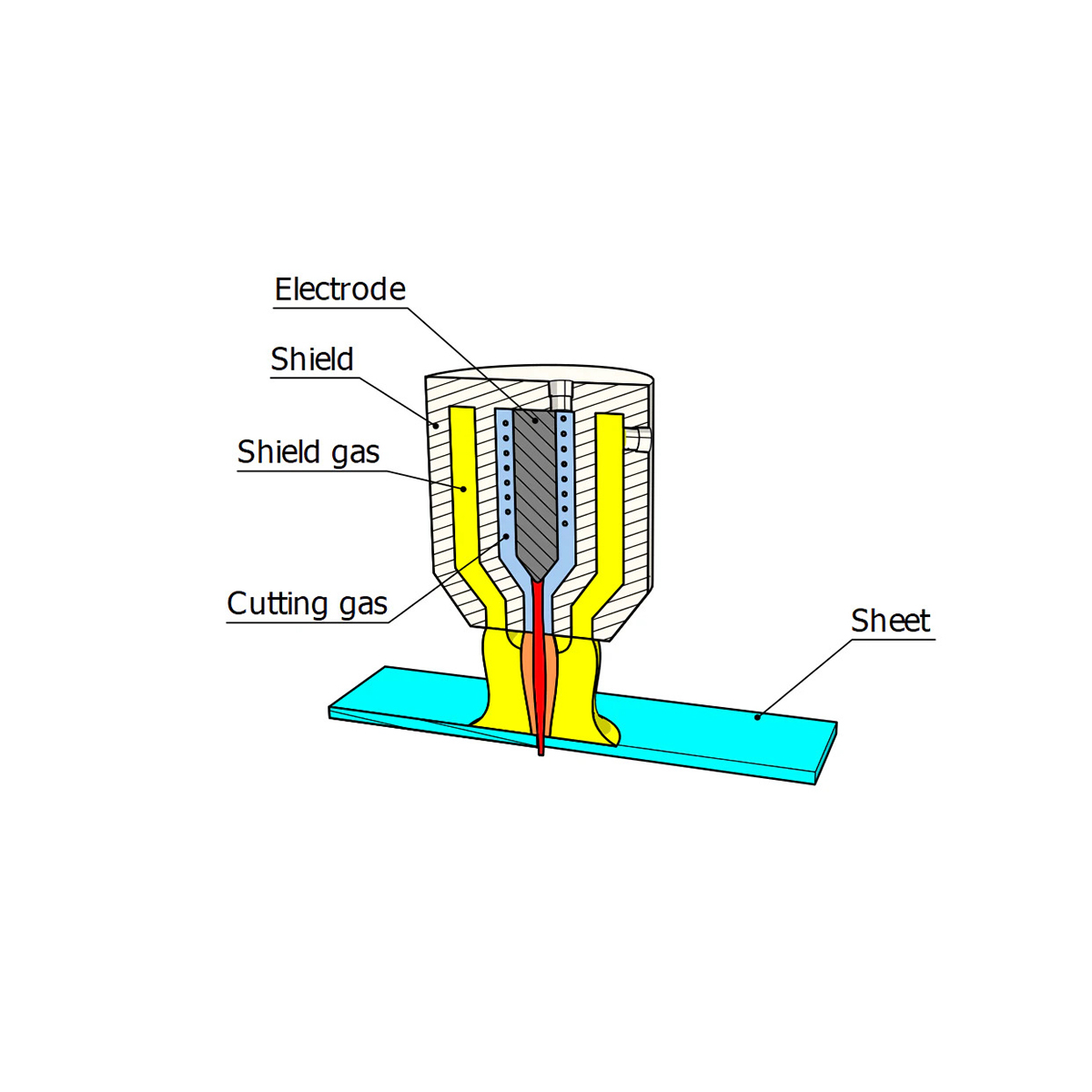
2- برش پلاسما: کارایی بالا در برش فلزات متنوع
برش پلاسما (Plasma Cutting) روشی است که در آن از گاز یونیزهشده (پلاسما) با دمای بسیار بالا برای ذوب فلز استفاده میشود. این روش برای برش فلزات هادی الکتریسیته مناسب است. در این روش، گاز (معمولاً هوا یا آرگون) توسط یک قوس الکتریکی یونیزه میشود و به پلاسما تبدیل میشود. پلاسما با دمای بسیار بالا (تا 30,000 درجه سانتیگراد) فلز را ذوب میکند و جریان گاز ذوبشده را از ناحیه برش خارج میکند.
مزایا
سرعت برش بالا (تا 5 برابر سریعتر از برش با شعله)، توانایی برش انواع فلزات هادی الکتریسیته (فولادهای کربنی، فولادهای ضد زنگ، آلومینیوم)، هزینههای عملیاتی مناسب و قابلیت اتوماسیون بالا با سیستمهای CNC.
معایب
ایجاد ناحیه متأثر از حرارت (کمتر از برش با شعله)، محدودیت در ضخامت قابل برش (بهینه تا 50 میلیمتر)، کیفیت سطح پایینتر نسبت به لیزر یا واترجت، مصرف انرژی بالا، تولید دود، گاز و نویز و نیاز به تعویض منظم الکترودها و قطعات مصرفی.
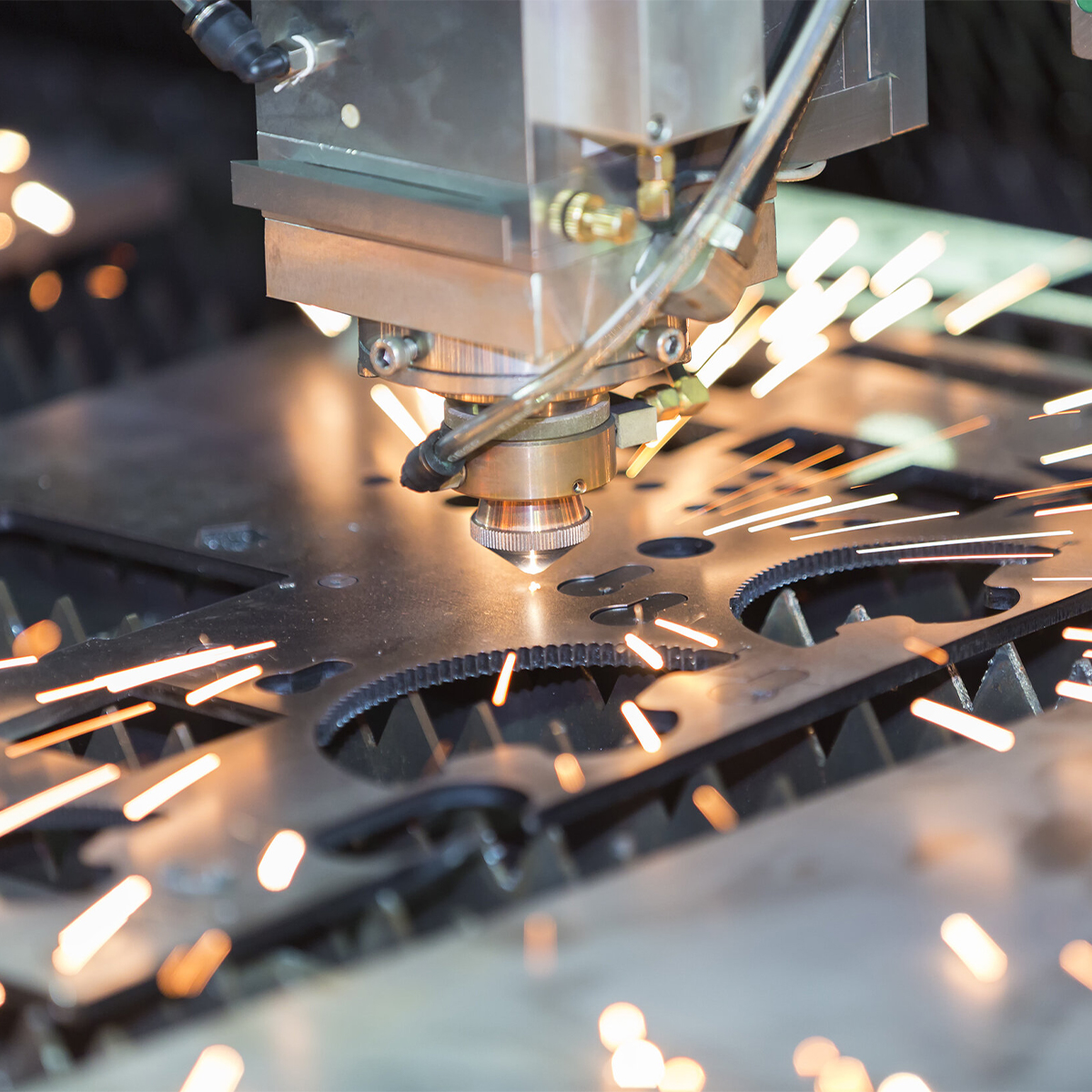
3- برش لیزری: دقت بالا در صنایع پیشرفته
برش لیزری یکی از پیشرفتهترین روشهای برش فلزات است که در آن از پرتو لیزر برای ذوب یا تبخیر فلز استفاده میشود. این روش بر اساس تبدیل انرژی نور به انرژی حرارتی کار میکند و شامل مراحل تولید پرتو لیزر، متمرکز کردن آن روی سطح فلز، ذوب یا تبخیر فلز و خروج مواد ذوب شده توسط گاز کمکی است.
انواع اصلی لیزرهای مورد استفاده در برش فلزات شامل لیزر CO2، لیزر فیبری، و لیزر دیودی هستند که هر کدام مزایا و محدودیتهای خاص خود را دارند. برش لیزری به دلیل دقت بسیار بالا (تا 0.1 میلیمتر)، سرعت زیاد، و امکان برش اشکال پیچیده، در صنایعی مانند خودروسازی، هوافضا، و الکترونیک کاربرد گستردهای دارد. اما هزینههای بالای تجهیزات و محدودیت در برش فلزات با ضخامتهای زیاد از جمله چالشهای این روش هستند.
در این روش، پرتو لیزر با انرژی بالا روی سطح فلز متمرکز میشود و باعث ذوب یا تبخیر فلز میشود. گاز کمکی (معمولاً نیتروژن یا اکسیژن) ذوب شده را از ناحیه برش خارج میکند.
مزایا
دقت بسیار بالا (تا 0.1 میلیمتر)، سرعت بالا، امکان برش اشکال پیچیده با جزئیات دقیق، ناحیه متأثر از حرارت کوچک، کیفیت سطح برشخورده بسیار خوب، بازده انرژی بالاتر و هزینههای نگهداری کمتر (در لیزر فیبری).
معایب
هزینههای بالای تجهیزات و نگهداری، محدودیت در ضخامت فلزات قابل برش (معمولاً تا حدود 25 میلیمتر)، مصرف انرژی نسبتاً بالا، چالش در برش مواد بازتابنده مانند مس و برنج و تولید بخارات سمی.
اثرات حرارتی و راهکارهای کاهش آنها
برش حرارتی میتواند تأثیرات منفی بر خواص مکانیکی و ساختاری فلزات داشته باشد. برخی از این تأثیرات و راههای کاهش آنها عبارتند از ناحیه متأثر از حرارت (HAZ) که باعث تغییر در ساختار دانههای فلز و کاهش خواص مکانیکی میشود، برای کاهش این اثر میتوان از روشهای با حرارت کمتر (مانند برش لیزری)، کنترل دقیق پارامترهای برش و عملیات حرارتی پس از برش استفاده کرد.
همچنین، ترکهای حرارتی ممکن است در ناحیه برش به دلیل تنشهای حرارتی ایجاد شوند. برای کاهش این اثر میتوان از پیشگرم کردن فلز قبل از برش و استفاده از گازهای کمکی مناسب استفاده کرد. تغییرات ابعادی نیز ممکن است به دلیل انقباض و انبساط حرارتی رخ دهد که برای کاهش آن میتوان از روشهای با دقت بالا (مانند برش لیزری) و کنترل دقیق پارامترهای برش استفاده کرد.
برش الکتروشیمیایی: تکنولوژیهای پیشرفته برای دقت بالا
برش الکتروشیمیایی فلزات شامل روشهایی است که در آنها از واکنشهای الکتروشیمیایی یا تخلیه الکتریکی برای برش فلزات استفاده میشود. این روشها معمولاً برای برش فلزات سخت و پیچیده با دقت بسیار بالا مناسب هستند و شامل دو دسته اصلی میشوند.
1- برش با تخلیه الکتریکی: دقت بینظیر در قطعات پیچیده
برش با تخلیه الکتریکی (EDM – Electrical Discharge Machining) روشی است که در آن از جرقههای الکتریکی برای برش فلزات استفاده میشود.
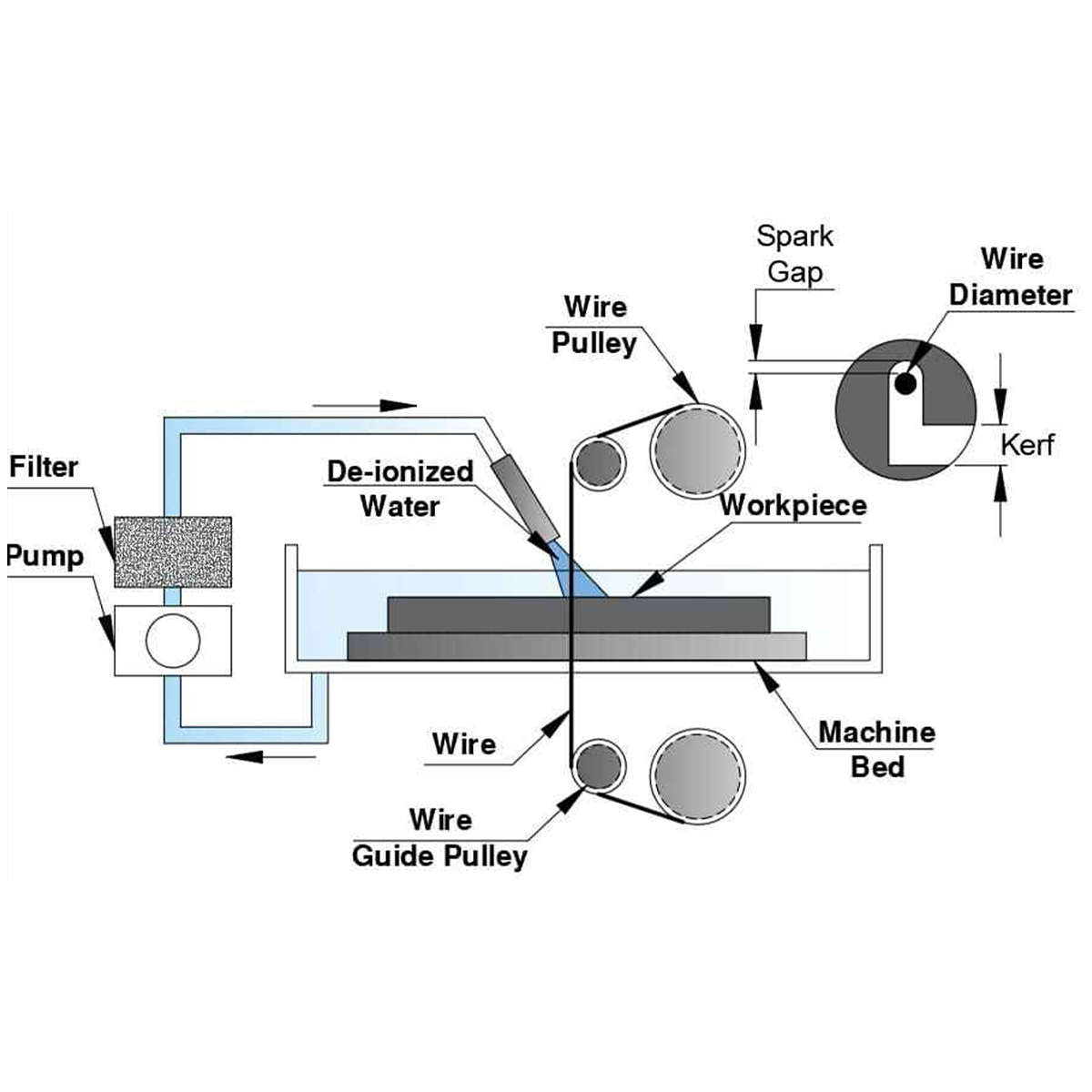
این روش به دو نوع اصلی تقسیم میشود: وایرکات(Wire Cut) و اسپارک کاری(Sinker EDM)
در وایرکات، از یک سیم نازک (معمولاً از جنس برنج یا مس) به عنوان الکترود استفاده میشود. سیم به صورت مداوم حرکت میکند و جرقههای الکتریکی بین سیم و قطعه کار ایجاد میشود که باعث ذوب یا تبخیر فلز میشود. مزایای آن شامل دقت بسیار بالا (تا 0.001 میلیمتر) و امکان برش اشکال پیچیده است، اما سرعت پایین و هزینههای بالای تجهیزات و نگهداری از محدودیتهای آن محسوب میشود. این روش برای تولید قالبها، قطعات با اشکال پیچیده، و قطعات با دقت بالا استفاده میشود.
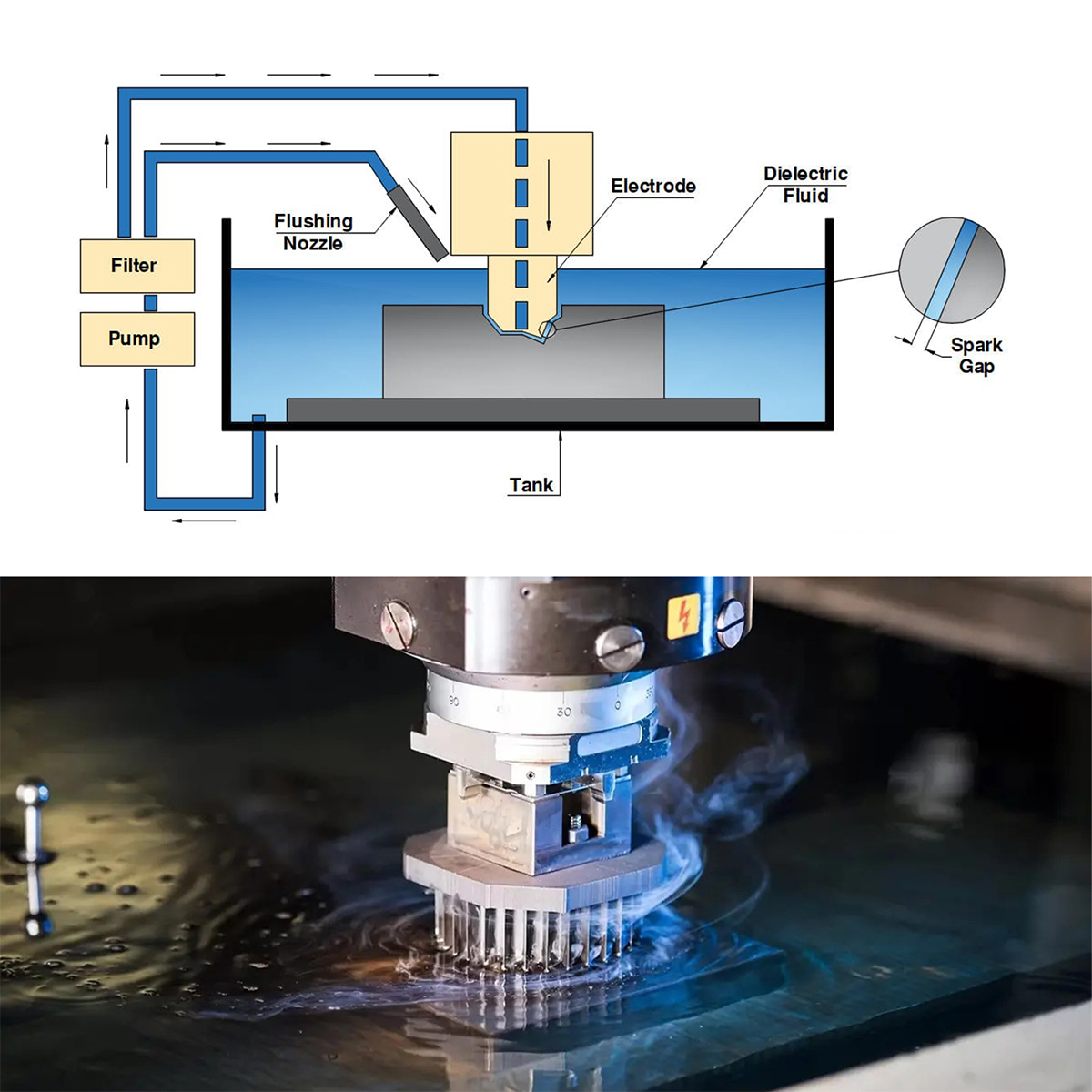
در اسپارک کاری، از یک الکترود (معمولاً از جنس گرافیت یا مس) استفاده میشود که به شکل قطعه مورد نظر ساخته شده است، جرقههای الکتریکی بین الکترود و قطعه کار ایجاد میشود و فلز را ذوب یا تبخیر میکند. مزایای آن شامل امکان برش اشکال سهبعدی پیچیده و دقت بالا است، اما سرعت پایین و هزینههای بالای تجهیزات و نگهداری از محدودیتهای آن به شمار میآید. این روش برای تولید قالبهای تزریق پلاستیک و قطعات با اشکال پیچیده استفاده میشود.
2- برش الکتروشیمیایی: بدون اثرات حرارتی
برش الکتروشیمیایی (ECM – Electrochemical Machining) روشی است که در آن از واکنشهای الکتروشیمیایی برای برش فلزات استفاده میشود. این روش برای برش فلزات سخت و پیچیده با دقت بسیار بالا مناسب است.
در این روش، قطعه کار به عنوان آند و ابزار برش به عنوان کاتد عمل میکنند. یک الکترولیت (معمولاً محلول آب و نمک) بین قطعه کار و ابزار برش جریان مییابد، با اعمال جریان الکتریکی، فلز از سطح قطعه کار به صورت یونهای مثبت جدا میشود و در الکترولیت حل میشود.
مزایا
برش الکتروشیمیایی تنشهای مکانیکی و حرارتی ایجاد نمیکند، فلزات سخت را برش میدهد، سطح باکیفیت بدون نیاز به پردازش بیشتر ایجاد میکند، ابزار فرسوده نمیشود و برای قطعات پیچیده و ظریف مناسب است.
معایب
هزینه بالای تجهیزات، نیاز به الکترولیت و مدیریت آن، محدودیت به مواد هادی، نیاز به طراحی دقیق الکترودها، دقت ابعادی متغیر، الکترولیتهای خورنده، زمان آمادهسازی طولانی و نیاز به دانش تخصصی.
کاربردهای صنعتی برش الکتروشیمیایی
برش الکتروشیمیایی و تخلیه الکتریکی در صنایع مختلفی کاربرد دارند که برخی از مهمترین آنها عبارتند از صنایع هوافضا برای تولید قطعات با دقت بالا و اشکال پیچیده مانند توربینهای هواپیما و موشکها، صنایع پزشکی برای تولید ایمپلنتهای پزشکی، ابزارهای جراحی، و قطعات با دقت بالا، و تولید قطعات با دقت بالا مانند قالبها، قطعات الکترونیکی، و قطعات با اشکال پیچیده.
برش واترجت: تکنولوژی پیشرفته بدون اثرات حرارتی
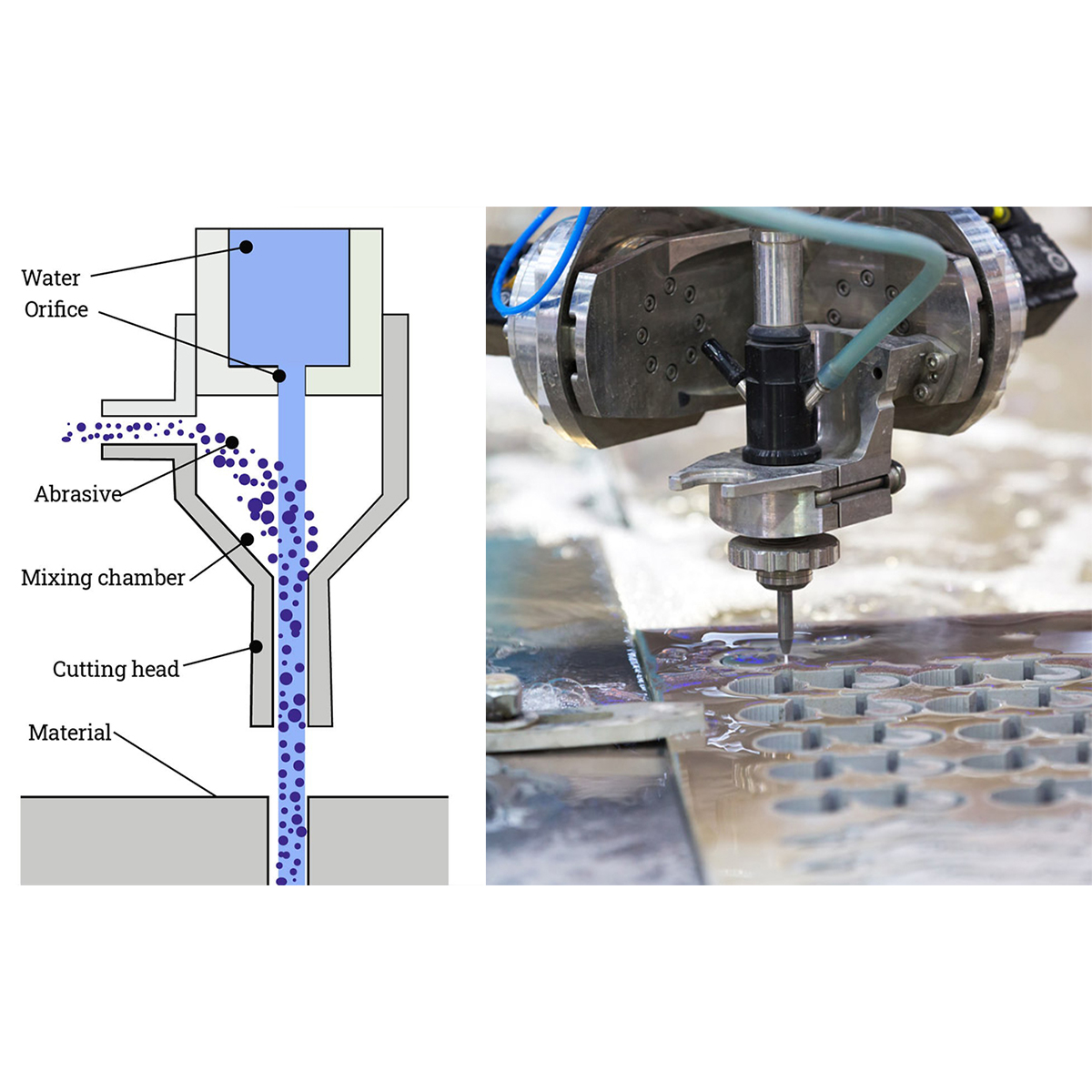
برش واترجت یکی از روشهای پیشرفته برش فلزات است که در آن از جریان آب با فشار بسیار بالا (گاهی همراه با مواد ساینده) برای برش فلزات استفاده میشود. در این روش، آب با فشار بسیار بالا (تا 6000 بار) از طریق یک نازل بسیار باریک خارج میشود، در برخی موارد مواد ساینده (مانند گارنت) به جریان آب اضافه میشود تا قدرت برش افزایش یابد، جریان آب یا آب همراه با مواد ساینده، فلز را برش میدهد.
تفاوت اصلی برش واترجت با روشهای حرارتی در این است که هیچ گونه حرارتی ایجاد نمیکند، بنابراین ناحیه متأثر از حرارت (HAZ) وجود ندارد. این روش برای برش فلزات، سرامیکها، شیشه، و حتی مواد ترکیبی مناسب است و دقت برش بسیار بالایی دارد و میتواند اشکال پیچیده را با دقت بالا برش دهد.
استفاده از مواد ساینده (مانند گارنت) به جریان آب برای افزایش قدرت برش باعث میشود که برش واترجت بتواند فلزات سخت و ضخیم را نیز برش دهد. این مواد ساینده قدرت برشی جریان آب را به طور قابل توجهی افزایش میدهند و امکان برش مواد مختلف را فراهم میکنند.
مزایا
برش واترجت تنش حرارتی و تغییرات متالورژیکی ایجاد نمیکند، تقریباً هر مادهای با هر ضخامتی را برش میدهد، کیفیت سطح عالی با حداقل پسماند ایجاد میکند و از نظر زیستمحیطی تمیز است. این روش برای مواد حساس به حرارت، بازتابنده نور (مانند مس و آلومینیوم) و کامپوزیتها بدون آسیبرسانی به خواص آنها مناسب است.
معایب
هزینه بالای تجهیزات و نگهداری، سرعت برش کندتر برای مواد ضخیم، مصرف قابل توجه آب و مواد ساینده، سر و صدای زیاد، نیاز به تعویض منظم قطعات مصرفی (مانند نازلها) و احتمال انحراف مسیر برش در مواد بسیار ضخیم از محدودیتهای این روش است.
تکنولوژیهای پیشرفته و نوآوریهای اخیر در برش فلزات
برش با لیزر فیبری و دیودی: پیشرفتهای جدید در برش لیزری
لیزر فیبری از فیبر نوری به عنوان محیط فعال استفاده میکند و برای برش فلزات نازک تا ضخیم مناسب است. این نوع لیزر دقت و سرعت بالایی دارد. لیزر دیودی نیز از دیودهای نیمههادی به عنوان منبع نور استفاده میکند و برای برش فلزات نازک مناسب است و هزینههای پایینتری دارد.
تفاوت اصلی این لیزرها با لیزر CO2 در بازده انرژی بالاتر، هزینههای نگهداری کمتر، و سرعت برش بالاتر است. این پیشرفتها باعث شده که لیزرهای فیبری و دیودی در صنایع مختلف کاربرد گستردهای پیدا کنند و جایگزین مناسبی برای لیزرهای CO2 سنتی باشند.
روشهای ترکیبی برش: نوآوریهای نوین برای بهبود عملکرد
روشهای ترکیبی برش، تلفیقی از دو یا چند روش برش هستند تا مزایای هر روش را ترکیب کرده و محدودیتهای آنها را کاهش دهند. تلفیق لیزر و واترجت یکی از این روشهاست که در آن از لیزر برای پیشبرش و واترجت برای تکمیل برش استفاده میشود. مزایای آن شامل کاهش زمان برش، افزایش دقت و کاهش هزینهها میباشد و برای برش فلزات با ضخامتهای مختلف و مواد ترکیبی استفاده میشود.
تلفیق EDM و فرزکاری نیز یکی دیگر از روشهای ترکیبی است که در آن از EDM برای برش اولیه و فرزکاری برای تکمیل برش استفاده میشود. مزایای آن شامل افزایش دقت، کاهش زمان برش، و امکان برش اشکال پیچیده است و برای تولید قالبها و قطعات با اشکال پیچیده استفاده میشود.
مقایسه روشهای مختلف برش: راهنمای انتخاب روش مناسب
مقایسه روشهای مختلف برش از نظر دقت، سرعت، هزینه، و ضخامت فلز میتواند راهنمای مناسبی برای انتخاب روش مناسب باشد.
از نظر کیفیت سطح و دقت، برش مکانیکی کیفیت سطح خوب تا عالی و دقت متوسط تا بالا دارد، اما محدودیت در برش اشکال پیچیده است. برش حرارتی کیفیت سطح پایین تا متوسط و دقت پایین تا متوسط دارد، به ویژه در برش با شعله. برش الکتروشیمیایی کیفیت سطح عالی بدون ایجاد ناحیه متأثر از حرارت و دقت بسیار بالا دارد و مناسب برای برش اشکال پیچیده است. برش لیزری کیفیت سطح عالی با حداقل ناحیه متأثر از حرارت و دقت بسیار بالا دارد و مناسب برای برش اشکال پیچیده است. برش واترجت نیز کیفیت سطح عالی بدون ایجاد ناحیه متأثر از حرارت و دقت بالا دارد.
| روش برش | دقت | سرعت | هزینه | ضخامت فلز |
| برش مکانیکی | متوسط تا بالا | متوسط | پایین تا متوسط | نازک تا ضخیم |
| برش حرارتی | پایین تا متوسط | بالا | پایین تا متوسط | ضخیم |
| برش الکتروشیمیایی | بسیار بالا | پایین تا متوسط | بالا | نازک تا متوسط |
| برش لیزری | بسیار بالا | بالا | متوسط تا بالا | نازک تا متوسط |
| برش واترجت | بالا | متوسط | متوسط تا بالا | نازک تا ضخیم |
نرم افزارهای دستگاه برش لیزری
برای کار با دستگاههای برش لیزری چه از نوع فیبر و چه CO₂ یک نرمافزار کنترل (CNC Controller) و CAD/CAM ضروری است. این نرمافزارها وظیفه دارند فایلهای طراحیشده را به دستورات قابل اجرا برای دستگاه تبدیل کنند، پارامترهای برش (توان لیزر، سرعت حرکت، فشار گاز و ارتفاع نازل) را تنظیم نمایند و در نهایت بهینهترین مسیر برش را محاسبه کنند.
CypCut یکی از شناختهشدهترین نرمافزارها در این زمینه است که عمدتاً برای دستگاههای برش لیزر فیبر (Fiber) به کار میرود. CypCut با ترکیب محیط طراحی(CAD)، تولید (CAM) و کنترل ماشین در یک پلتفرم واحد، امکانات زیر را فراهم میآورد:
- رابط کاربری گرافیکی و ساده برای طراحی و ویرایش
- بهینهسازی خودکار طرح (حذف خطوط تکراری، اتصال منحنیها)
- Nesting پیشرفته برای کاهش ضایعات ورق
- پشتیبانی از Fly Cutting برای برشهای پیوسته با سرعت بالا
- قابلیت Breakpoint Resume برای ادامه برش پس از وقفه
- کنترل دقیق پارامترهای برش و سازگاری با کنترلرهای BCS100
در کنار CypCut، نرمافزارهای دیگری نیز وجود دارند که بسته به نوع دستگاه و نیاز پروژه میتوانند جایگزین یا مکمل باشند:
- LightBurn
نرمافزاری جامع برای طراحی و کنترل دستگاههای لیزر فیبر، CO₂. از فرمتهای برداری و تصویری پشتیبانی میکند و ابزارهایی برای تنظیم دقیق قدرت، سرعت و تعداد عبور ارائه میدهد. - RDWorks
معمولاً همراه با کنترلرهای Ruida نصب میشود و انتخاب رایجی برای دستگاههای برش لیزر CO₂ است. امکانات پایه طراحی و تنظیم پارامترهای برش را فراهم میکند. - EzCAD
در اصل برای دستگاههای لیزر فیبر مارکینگ توسعه یافته، اما نسخههای جدیدتر آن (EzCAD3) قابلیت پشتیبانی از لیزرهای CO₂ و YAG را نیز دارند. - LaserGRBL
نرمافزار رایگان ویندوزی که تصاویر را به G-code تبدیل میکند و میتواند با درایورهای استاندارد G-code برای هر دو نوع لیزر CO₂ و فیبر کار کند. مناسب پروژههای کوچک و کاربران مبتدی است. - Inkscape
ویرایشگر برداری متنباز که با افزونههایی مثل “Laser Tools” قادر است خروجی G-code برای دستگاههای لیزری تولید کند. برای هر سه پلتفرم ویندوز، مکاواس و لینوکس در دسترس است.
نتیجهگیری: آینده برش فلزات و روندهای نوین
انتخاب روش برش مناسب یکی از تصمیمهای کلیدی در تولید قطعات فلزی است که بهطور مستقیم بر کیفیت، هزینه و زمان تولید تأثیر میگذارد. هر روش برش دارای مزایا و محدودیتهای خاصی است و انتخاب بهینه به عواملی مانند نوع ماده، ضخامت قطعه، دقت مورد نیاز، سرعت تولید و هزینههای مجاز بستگی دارد. با پیشرفت فناوری، روشهای برش جدید و ترکیبی در حال توسعه هستند که محدودیتهای روشهای سنتی را کاهش داده و مزایای بیشتری ارائه میدهند.
برای دستیابی به نتایج مطلوب، درک اصول هر روش برش، پارامترهای مؤثر بر کیفیت و محدودیتهای آنها ضروری است. همچنین، توجه به عوامل زیستمحیطی، ایمنی و مصرف انرژی در انتخاب روش مناسب اهمیت دارد. ترکیب دانش تئوری با تجربه عملی و آزمایش میتواند به انتخاب بهینهترین روش برای هر کاربرد کمک کند. با توجه به روند رو به رشد اتوماسیون و هوشمندسازی، انتظار میرود سیستمهای برش هوشمند با قابلیت تشخیص خودکار پارامترهای بهینه برای هر ماده و هندسه، در آینده توسعه یابند.
سوالات متداول
1- چه عواملی در انتخاب روش مناسب برش فلز تأثیرگذارند؟
نوع و ضخامت فلز، دقت مورد نیاز، سرعت برش، هزینه تجهیزات و بهرهبرداری، و نیاز به پردازشهای ثانویه از مهمترین عواملی هستند که در انتخاب روش برش باید در نظر گرفته شوند.
2- آیا برش لیزری برای تمام فلزات مناسب است؟
برش لیزری برای بسیاری از فلزات مناسب است، اما در برش فلزات بازتابنده مانند مس و برنج با چالشهایی مواجه است و ممکن است نیاز به تنظیمات یا فناوری خاصی داشته باشد.
3- برای برش فلزات ضخیم کدام روشها مناسبتر هستند؟
روشهای برش شعلهای (Oxy-Fuel)، پلاسما و واترجت معمولاً برای فلزات ضخیم مناسبتر هستند، ولی هر کدام بسته به نوع فلز، دقت مورد نیاز و هزینه، مزایا و محدودیتهای خاص خود را دارند.